 Рейтинг: 4.7/5.0 (1917 проголосовавших)
Рейтинг: 4.7/5.0 (1917 проголосовавших)Категория: Руководства
OSAI, компания, специализирующаяся на системах с числовым программным управлением с 1957 года начал в станкостроительной разделения Olivetti, и постепенно расширила сферу своей деятельности на международном рынке. Со временем группа создала более тесных связей с Allen Bradley/Rockwell, американского лидера в области промышленной автоматизации, пока не стало частью Rockwell Group и изменила свое название и логотип. В 1997 OSAI отделились от Rockwell и стала независимой компанией, специализирующейся на ЧПУ и системам автоматизации. OSAI продолжила работу и устойчиво рости в течение десяти лет. В 2007 OSAI была приобретена крупным итальянским производителем электроники Prima Electro SpA и в настоящее время стала одним из главных всемирных производиетелей ЧПУ и систем автоматизации.
Успех OSAI происходит от сочетания высокотехнологичной продукции, продаж и поддержки. Все это базируется на своей долгой истории на рынке и культуре организации.

195043 Россия, Санкт-Петербург, 6-я Жерновская, 7 пом. 4
109548 Россия, Москва, ул. Шоссейная, д. 1в, стр. 10
300910 Тула, п. Скуратово-Южный ул. Первомайская, 8

![]()



















Средства диагностики автомобилей ВАЗ
Предыдущие версии диагностического тестера

Автомобильный диагностический тестер-сканер S7000HL4 предназначен для использования в качестве средства электронной диагностики автомобилей с распределенным впрыском производства АО АВТОВАЗ (РЕНО-НИССАН), GM-АВТОВАЗ, а также ГАЗ и др. Поддерживает работу со следующими электронными системами, установленными на автомобиле:
• ЭЛЕКТРОННАЯ СИСТЕМА УПРАВЛЕНИЯ ДВИГАТЕЛЕМ (ЭСУД) • АВТОМАТИЧЕСКАЯ и РОБОТИЗИРОВАННАЯ КОРОБКА ПЕРЕДАЧ (АКП-АМТ) • ИММОБИЛИЗАТОР (АПС) • ЭЛЕКТРОПАКЕТ (ЭП) и ЦЕНТРАЛЬНЫЙ БЛОК КУЗОВНОЙ ЭЛЕКТРОНИКИ (ЦБКЭ) • МОДУЛЬ ДВЕРИ ВОДИТЕЛЯ (МДВ) • СИСТЕМА УПРАВЛЕНИЯ НАДУВНОЙ ПОДУШКОЙ БЕЗОПАСНОСТИ (СНПБ) • СИСТЕМА ОТОПЛЕНИЯ/ КОНДИЦИОНЕР (САУО/ САУКУ) • ЭЛЕКТРОМЕХАНИЧЕСКИЙ УСИЛИТЕЛЬ РУЛЯ (ЭМУР) • АНТИБЛОКИРОВОЧНАЯ СИСТЕМА ТОРМОЗОВ (АБС) • БЛОК УПРАВЛЕНИЯ СТЕКЛООЧИСТИТЕЛЕМ и ОСВЕЩЕНИЕМ (БУСО) • РЕГИСТРАТОР ПУТЕВЫХ ПАРАМЕТРОВ (“ЧЕРНЫЙ” ЯЩИК ) Автомобильный диагностический тестер рассчитан на работу с контроллерами ЭСУД:
• M1.5.4, M1.5.4N, М7.9.7, MP7.0, MP7.0H, ME17.9.7 “BOSCH” • ЯНВАРЬ-5.1, ЯНВАРЬ-5.1.1, ЯНВАРЬ-5.1.2, ЯНВАРЬ-7.2 • VS5.1 ИТЕЛМА • M73, M74, M74-CAN, M75-CAN, M86 (Веста), M1797 (новая Шеви-Нива) • М10.3, M11, M11-ет МИКАС (Газель) • EMS-3132 РЕНО
Следует учитывать, что работа с системами ЭП, МДВ, ПБ, САУО/САУКУ, ЭМУР, БУСО, АБС и АКП-АМТ возможна только при их наличии в комплектации автомобиля! Связь тестера с электронными системами автомобиля осуществляется либо по однопроводной двунаправленной К-линии связи, выполненной в стандарте ISO 9141-2, либо по CAN -шине в стандарте ISO 15765, либо по КL для диагностики автомобилей платформы В0 (LARGUS, LOGAN, SANDERO и др.). Распознавание типа контроллера ЭСУД, типа интерфейса и протокола – автоматическое. Пригоден для диагностики автомобилей DATSUN и Веста.
Тестер поддерживает диагностику ЭСУД ряда иномарок.
Тестер выпускается в 2-х вариантах: со встроенным USB портом и без него. Прошивка для них одинаковая. Процедура перепрограммирования тестера без USB описана в разделе
Предыдущие версии диагностического тестера
Основные технические характеристики
Обновление программного обеспечения автомобильного диагностического тестераПредприятие-изготовитель постоянно ведет работу по совершенствованию изделия. При появлении новых версий блоков управления, а также при доработках или исправлениях выпускается новая версия ПО тестера, которая выкладывается на сайте. В тестере предусмотрена возможность перепрограммирования новыми прошивками через встроенный USB-порт. Это значит, что в дальнейшем можно будет расширить возможности тестера и добавить новые функции не покупая новый тестер.
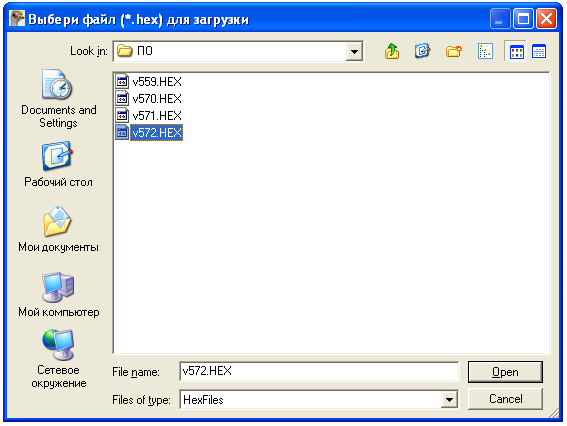
Файл последней версии ПО можно скачать здесь:
История прошивок
Версия ПО v.5.70-CAN от 10.09.2012: Базовая CAN-версия
Версия ПО v.5.71-CAN от 09.10.2012: Доработано автоопределение и убрано зависание связи после выхода в главное меню.
Версия ПО v.5.72-CAN от 10.10.2012: Добавлены параметры в раздел АЦП контроллера М74CAN.
Версия ПО v.5.73-CAN от 10.04.2013: Добавлена диагностика АКП.
Версия ПО v.5.74-CAN от 19.11.2013: Добавлена диагностика всех CAN контроллеров, АБС-9.0, ПБ Таката, САУКУ Вестион, ЦБКЭ, а также ЭСУД ГАЗ,УАЗ,ЗАЗ, ЛАРГУС, ЛОГАН.
Версия ПО v.5.75-CAN от 24.12.2013: Исправлена ошибка инициализации связи с контроллером EMS-3132 Renault.
Версия ПО v.5.76-CAN от 17.07.2014: Исправлены идентификаторы при работе с контроллером СУД Рено. Исправлена индикация алгоритма иммобилизации СУД М74CAN. Повышена устойчивость связи с контроллером Я72+. Исправлена индикация идентификаторов ключей МДВ на старой Калине люкс. Поправлена индикация идентификаторов в ЭМУР.
Версия ПО v.5.77-CAN от 26.03.2015: Добавлен отдельный контроллер М797 для Шеви-Нивы. (параметры по давлению фреона в контуре кондиционера). Закрыта страница АЦП для контроллера М797 Шеви-Нива, как не поддерживаемая. Исправлена ошибка определения максимального количества переменных после длительного блуждания по меню.
Версия ПО v.5.78-CAN от 07.07.2016: Добавлен новый контроллер М1797 для Шеви нивы ЕВРО-5. Добавлено отображение 3-х байтных ошибок. Добавлены ошибки АМТ (роботизированная коробка передач). Добавлен переход в режим USB-программирования через меню (актуально для вариантов с установленным mini-USB гнездом).
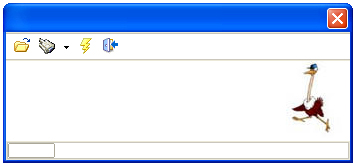
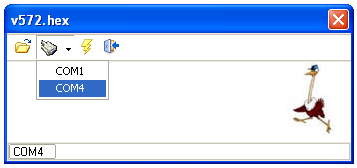
Подготовка к перепрограммированию и установка драйвера
Подключить тестер к компьютеру USB кабелем, входящим в комплект. Вставить в CD привод прилагаемый компакт-диск. После того, как операционная система обнаружит новое устройство USB serial port, установить драйвер устройства. Для этого указать путь на компакт-диске /2 Драйверы USB/ и далее выбрать папку с версией драйвера, соответствующей операционной системе, установленной на Вашем компьютере. После этого может потребоваться перезагрузка компьютера.
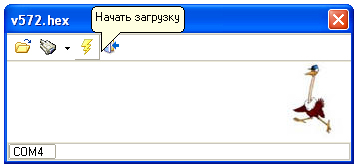
Шаг 5:
После появления сообщения "ВКЛЮЧИ ПИТАНИЕ" выбрать пункт меню тестера >>F-ПЕРЕХ.В ПРОГРАММИ. " в течение 2. 3Сек. Должен начаться процесс загрузки нового ПО. Примечание: Без подключения разъема тестера либо к источнику питания, либо к диагностической колодке индикация на дисплее тестера будет слабозаметной и без подсветки. 
Шаг 6:
По окончании загрузки выйти из программы straus.exe
Во время программирования информация на дисплей диагностического тестера не выводится. По окончании процесса программирования появляется главное меню.
Примечание: Если не подключать диагностический разъем тестера и программировать без подачи напряжения питания 12В на тестер, то сообщения на дисплее будут слаборазличимы и не будет подсветки. Кнопки тестера придется нажимать вслепую (шаг 5: нажатие кнопки "-" и затем кнопки "->" в течение 2..3 Сек), но на процессе программирования это никак не отразится и программирование так-же будет сопровождаться светодиодной индикацией.
Тестер имеет светодиодную индикацию наличия передаваемых (TXD) и принимаемых (RXD) по USB данных. Светодиоды находятся справа от кнопки Р2.
Для использования тестера в качестве USB-адаптера К-линии подключить тестер к компьютеру USB кабелем, входящим в комплект, а вилку кабеля подключить к диагностическому разъему автомобиля. USB разъем находится на стороне кабеля внизу. На прилагаемом компакт-диске имеется бесплатно распространяемая программа диагностики СТЭ ВАЗ (с согласия автора) и программа мониторинга USB-порта. Можно использовать другие программы диагностики или программирования, не имеющие специальной программной защиты, которые несложно найти в сети Интернет. В Интернете размещено множество программ, обладающих различными функциональными возможностями, интерфейсами и языковой поддержкой.
Продукция соответствует обязательным требованиям по безопасности в соответствии с ГОСТ 3940-84 и требованиям по электромагнитной совместимости по цепям питания в соответствии с ГОСТ 28751-90. Сертификат соответствия № РОСС RU.MT14.В08436 выдан ОСАИ “НАМИ-Фонд”. Система менеджмента качества ООО ПКФ "СТРАУС" сертифицирована на соответствие требованиям ГОСТ ISO 9001-2011, сертификат РОСС RU.ФК81.К00026.

По вопросу приобретения тестера обращайтесь по телефонам 8(8482)69-55-74, 69-55-77 или по электронной почте straus-com@yandex.ru. Цена тестера без USB 3200руб.. цена USB варианта 3700руб. + стоимость доставки почтой.
Панель управления перестала загружаться. Загрузка программы останавливалась с сообщением:
"BD102 Primary Boot-strap"

После восстановления образа HDD (ACRONIS TRUE IMAGE) ничего не изменилось.
Так же и при пустом HDD. И при записи на диск другого MS-DOS.
Получается, что BIOS платы OSAI игнорирует содержимое HDD, если на нем отсутствуют оригинальные и правильно записанные файлы "IBMBIO.COM" и "IBMDOS.COM".
Я так понимаю, что acronis портит область размещения скрытых системных файлов ms-dos.
Записали родные файлы "IBMBIO.COM" и "IBMDOS.COM" при помощи "SYS.COM".
После этого загрузка программы останавливалась с сообщением:
"BD103 NON-System Disk or Disk Error".

Дальше этого продвинуться пока не смогли.
На удержание кнопки F1 панель не реагирует.
На втором фото присутствует ошибка установки даты и времени.
https://dl.dropboxusercontent.com/u/458 … deo_02.3gp
Отредактировано demonlibra (26-05-2016 20:22:44)
Поделиться 10 06-07-2016 20:50:32Попросили починить станок TECNOMETAL JUNIOR (Osai cnc 10 Series) три года стоял пылился. Симптомы поломки на частотнике Berges ACM-D2 ошибка Error№9 и вращения шпинделя отсутствует. При первом включении БИОС у нас ругнулся и предложил что-то сохранить. согласились. Дальше при загрузке сообщения CMOS low battery и Dual port reset. После загрузки пишет что магазин пустой ругается на ось, но то все мелочи. Позиционирование проходит, шпиндель возвращается в исходное положение.
ГЛАВНОЕ панель оператора кнопки при старте мигают и после загрузки не работают, ни одну команду запустить не дает, таблицы инструментов и корректоры пустые, шпиндель запустить на вращение не получается. На Berges ошибки не видим.
ПС три фазы питания шпинделя мы перепаковали т.к одна из фаз оплавила клемник, а земельная клема окислена до ржавчины - возможно в этом и была проблема шпинделя изначально
JekiSa - Сегодня, 02:33
Последние сообщенияНет предстоящих событий
Дни рождения сегодня



 Деревообработка. стойка OSAI
Деревообработка. стойка OSAI

Заточные устройства
Большой выбор заточных станков для инструмента

Услуги по заточке инструмента
Операции по заточке и профилированию инструмента осуществляются на импортном оборудовании и станках с ЧПУ при обильном охлаждении смазочно-охлаждающей жидкостью
Михаил Валерьевич Афанасьев, ВНИИ Холодмаш
Параметры вашего оборудования нас заинтересовали, ожидается на выходе высокое качество, достаточное под наши нужды. В числе прочего, когда мы с Вами начинали оформлять наши отношения, возникла также тема, что вы можете проводить у нас обширный и подробный тренинг нашего персонала, который будет работать на вашем оборудовании. Нам это тоже очень нравится.


Односторонний станок Фрезерование свесов Полировальный узел Торцовочный узел Циклёвочный узел Скорость подачи (м/мин) от 13 до 19

Каретка: 3200х405мм, высота пропила: 120мм при угле 90град. мощность основного/подрезного двигателей: 5,5/1,1кВт, электроподъем пильного диска, электронаклон пильного диска 0-45град.
Автоматический фрезерно-шлифовальный станок с ЧПУ UINZE 8Т CNC Опции, описанияОсновой станка является тяжёлая надёжная станина, изготовленная из термообработанной стали. Вся конструкция станины усилена рёбрами жёсткости, что позволяет гасить паразитные вибрации. Все узлы станка разработаны и изготовлены в соответствии с самыми строгими нормами европейского машиностроения.

Стабилизированный чугунный стол протестирован на максимальный изгиб - допуск 0,02 мм по всей длине при максимальном давлении пневмозажимов.
В движение рабочий стол приводит ШВП на линейных профильных направляющих с предустановленной двойной системой линейных шарикоподшипников для того, чтобы гарантировать наиболее точное и плавное движение. Линейные направляющие снабжены защитной системой, чтобы предотвратить проникновение древесной пыли и, следовательно, гарантирует длительный срок службы линейных направляющих и линейных подшипники. Высокая жесткость ШВП в сочетании с линейными направляющими, обеспечивают высокую точность движения узлов и качество обработки.
8 рабочих узлов: 4 фрезерных узла и 4 комбинированных узла для фрезерования/шлифования с двойной скоростью. Рабочие головы скользят по предустановленным линейным направляющим, движение производится по средствам ШВП и серводвигателей. Валы шпинделей закаленные, имеют реверс для правого и левого вращения. Все агрегаты поворачиваются в трех положениях:
-10° /0° / +10° для получения идеального исполнения скругления заготовки, даже при высокой скорости подачи стола. Колебательная система для шлифовальных узлов полностью автоматизирована и регулируется с помощью дистанционного блок управления. Движение по осям X и Y полностью управляется бесщеточными двигателями и контролируется ЧПУ.
Система прижимов и позиционирования заготовок

6 прижимных цилиндров с шестигранным валом для предотвращения вращения прижимаемой заготовки. Каждый цилиндр регулируется по высоте и наклону. Прижимы оснащены шкалой для регулировки высоты подъёма инструмента, эти данные записываются в программе.

Пневматическая платформа с упорами для позиционирования заготовок, имеющая шкалу позиционирования, значения записываются в комментарии к программе.
Система удаления пыли и стружки
Система очень эффективна, т.к. находиться в непосредственной близи от инструмента.
Система всасывания состоит из:
- 8 аспирационных отверстий диаметром 150 мм, по одной для каждого шпинделя;
- 4 аспирационных отверстия диаметром 150 мм (по два с каждой стороны) для сбора стружки и пыли.



С одной стороны «крыло» станка с рабочими группами открывается, что позволяет осуществить легкий и быстрый доступ к инструментам. Оператор находиться в безопасной зоне имеет очень удобную позицию для смены инструмента. Открытие/закрытие подвижного «крыла» машины полностью механическое.
Система смазки узлов станка
Автоматическая система смазки установлена на станке. Масляный насос непосредственно контролируется ЧПУ и обеспечивает подачу масла во все движущиеся части станка. В случае нехватки масла, появится сообщение на экране компьютера.

Электрический шкаф расположен на левой стороне станка с системой кондиционирования воздуха с регулированием температуры для идеального функционирования всех электрических и электронных частей станка (степень защиты IP54).
Система ЧПУ OSAI 510i

10-серия управляющих блоков OSAI создана на основе самых передовых технологий с со стандартной архитектурой ПК.
Основные характеристики CN:
10/510i Control Unit
• Процессорная плата Celeron M 1ГГц
• 64 MB RAM
• 40 MB ¸ 1,8 ГБ памяти программы пользователя
• Интерфейс FDU
• 2 Мб видеопамяти
• VGA видео интерфейс
• Интерфейс клавиатуры (PS / 2)
• 1xRS232 последовательный порт (COM1)
• 1xRS232/422/485 последовательного порта (COM2)
• Ethernet-интерфейс (RJ45)
• Слоты расширения 2xISA
• Питание 24dcV
• Количество процессов контролируемый: 20 макс
• Количество цифровых осей: 32 макс

С системой Телесервис клиент получает помощь от прямого удаленного сервиса PADE. Это даёт возможность Службе помощи PADE проводить диагностику станка (агрегаты, серводвигатели, электронные схемы и т.д.). Так же возможно программирование компонентов непосредственно из офиса.

• Дружественный интерфейс с удобной функцией ввода данных.
• Визуализация сообщения "предупреждение" или "тревога"
• Визуализация процесса NC
• Импорт файлов DXF
• Автоматическое управление рабочей головы.
• Автоматическая регулировка наклона головы.
• Положительный или отрицательный режим резания рабочего цикла.
• Изменение в процентах от части размеров (по желанию).
• Графический моделирования рабочего цикла (за исключением специальных цикла).
• Расчет части рабочего цикла.
• Автоматический расчет отправной точкой на рабочую часть.
• Текстовый редактор для добавления заметки о программах.
• Рабочая программа сохраняет профили, рабочие параметры и любые письменные заметки специально для программы;
• Максимальная скорость передачи файла ISO в НК через блок (полный файл) Fast Ethernet карта (10/100 Мбит).

Винтовой компрессор серии GSE -компактный энергоэффективный компрессор на горизонтальном ресивере 500 л со встроенным рефрижераторным осушителем. Данный компрессор можно использовать как полностью автономный агрегат. Благодаря низкому уровню шума компрессор можно использовать поблизости от места применения.

Передвижной винтовой компрессор с дизельным приводом PORTA 3 предназначен для проведения дорожных, ремонтных и строительных работ.

Мы предлагаем 17 pdf файлов относящихся к Osai Cnc Controller 10 Manual. Кликните на ссылку или изображение чтобы читать книгу онлайн бесплатно. Если вы не увидели ничего интересующего вас, используйте форму поиска выше. Так же смотрите советуемые книги в правой верхней колонке.
cnc 8070 - installation manual
Все права защищены. Никакая часть этого документа не может быть копирована, транскрибирована, сохранена в системах архивирования или п е р е вед е н а н а л ю б о й я з ы к без с о гл а с и я F a g o r A u t o m a t i o n ’s. Неавторизованное копирование или распостранение этого программного обеспечения запрещены. Информация, описанная в этом руководстве может быть изменена по техническому содержанию. Fagor Automation оставляет за собой право изменять содержание этого руководства без предварительного .
mach3 cnc controller Установка И Конфигурирование
2602a h2s control module manual (russian)
Дженерал Мониторс гарантирует, что модель 2602A не будет иметь производственных дефектов или дефектов материалов при условии обычного использования и обслуживания в течение двух (2) лет с даты поставки. Фирма Дженерал Мониторс бесплатно отремонтирует или заменит любое оборудование, признанное неисправным, в течение гарантийного срока. Полное определение характера, а также ответственности за неисправное или повреждённое оборудование будет проведено персоналом фирмы Дженерал Мониторс. Неисправное или .
1.2. На работу контролером качества продукции и технологического процесса 5 - 7-го разрядов принимается лицо, имеющее среднее профессиональное образование.
1.3. Контролер качества продукции и технологического процесса 4-го разряда должен знать:
- государственные стандарты и технические условия на используемое сырье, готовую продукцию;
- ассортимент готовой продукции;
- физико-химические и технологические свойства используемых сырья, материалов и готовой продукции;
- устройство, принцип работы обслуживаемого оборудования, применяемых контрольно-измерительных приборов;
- технологический режим контролируемых процессов;
- методы проведения наблюдений за ходом технологического процесса;
- правила отбора проб и методику проведения анализов;
- правила приема и оформления партий продукции;
- классификацию видов брака;
- правила хранения и учета ядовитых веществ;
- инструкцию о контроле и порядке оформления отгружаемых партий;
- требования, предъявляемые к качеству выполняемых работ (услуг);
- виды брака и способы его предупреждения и устранения;
- правила по охране окружающей среды и недр;
- правила пользования средствами индивидуальной защиты;
- требования по рациональной организации труда на рабочем месте;
- порядок извещения руководителя обо всех недостатках, обнаруженных во время работы;
- правила оказания первой (доврачебной) помощи пострадавшим при травмировании, отравлении и внезапном заболевании;
- правила внутреннего трудового распорядка;
- правила охраны труда, производственной санитарии и личной гигиены, пожарной безопасности;
1.4. Контролер качества продукции и технологического процесса 5-го разряда должен знать:
- документы, объекты, способы и приемы выполнения работ, указанные в пункте 1.3 настоящей инструкции;
- контролируемый технологический процесс, правила регулирования его технологического режима;
- схему обслуживаемого участка, его арматуры и коммуникаций;
- устройство, принцип работы обслуживаемого оборудования;
- правила пользования применяемыми контрольно-измерительными приборами;
- физико-химические и технологические свойства используемого сырья и готовой продукции, государственные стандарты и технические условия на них;
- правила отбора проб;
- методику проведения анализов и расчетов;
- методы математической статистики;
- принципы составления диагностической карточки;
- технические условия на приемку сложных по конфигурации изделий из пластических масс и резины;
- инструкции о контроле и порядке оформления отгружаемых партий;
- правила ведения контрольных карт и составления актов;
1.5. Контролер качества продукции и технологического процесса 6-го разряда должен знать:
- документы, объекты, способы и приемы выполнения работ, указанные в пунктах 1.3 и 1.4 настоящей инструкции;
- контролируемый технологический процесс, правила регулирования его технологического режима;
- схему обслуживаемого участка, его арматуры и коммуникаций;
- устройство, принцип работы обслуживаемого оборудования;
- правила пользования применяемыми контрольно-измерительными приборами;
- физико-химические и технологические свойства используемого сырья и готовой продукции, государственные стандарты и технические условия на них;
- правила отбора проб;
- методику проведения анализов и расчетов;
- методики испытаний используемого сырья, комплектующих материалов, готовой продукции;
- правила оформления технологической документации;
- конструктивные особенности особо сложных и точных приборов и установок, способы их регулировки и юстировки;
- основы метрологии и радиотехники;
1.6. Контролер качества продукции и технологического процесса 7-го разряда должен знать:
- документы, объекты, способы и приемы выполнения работ, указанные в пунктах 1.3 - 1.5 настоящей инструкции;
- контролируемые технологические процессы и их режимы;
- основные технологические и конструктивные данные выпускаемой продукции;
- требования, предъявляемые к используемым сырью, материалам, комплектующим изделиям и готовой продукции, государственные стандарты и технические условия на них;
- средства и методы технического контроля производства;
- конструктивные особенности особо точных и сложных приборов и установок, способы их регулировки и юстировки;
- методы и способы определения погрешности при испытаниях на различных особо сложных приборах;
1.7. Контролер качества продукции и технологического процесса более высокого разряда должен уметь выполнять работы, соответствующие по сложности их исполнения рабочим более низкой квалификации, а также руководить контролерами качества продукции и технологического процесса более низкого разряда.
2.1. Перед началом рабочего дня (смены) контролер качества продукции и технологического процесса:
1) получает производственное задание;
2) проходит при необходимости инструктаж по охране труда;
3) принимает смену;
4) проверяет исправность приспособлений, инструмента, инвентаря и т.п. средств индивидуальной защиты;
2.2. В процессе работы контролер качества продукции и технологического процесса:
1) выполняет работу, по которой проинструктирован и допущен к работе;
2) использует спецодежду, спецобувь и другие средства индивидуальной защиты;
3) получает указания от непосредственного руководителя по выполнению задания, безопасным приемам и методам производства работы;
4) соблюдает правила использования технологического оборудования, приспособлений и инструментов, способы и приемы безопасного выполнения работ;
5) немедленно ставит в известность непосредственного руководителя обо всех недостатках, обнаруженных во время работы;
6) соблюдает требования личной гигиены и производственной санитарии;
2.3. В течение рабочего дня (смены) контролер качества продукции и технологического процесса:
2.3.1. 4-го разряда:
1) осуществляет контроль за качеством продукции и ходом технологического процесса на обслуживаемом участке по показаниям контрольно-измерительных приборов и результатам анализов;
2) принимает из цехов партии продукции;
3) осуществляет контроль за качеством пластмассовых пленок на специальных установках с устранением выявленных дефектов;
4) ведет пооперационный контроль за полуфабрикатами и готовыми изделиями;
5) проводит анализы продукции и сырья, выдает заключения о соответствии качества продукции, тары и маркировки требованиям государственных стандартов и техническим условиям и разрешениям на отгрузку;
6) осуществляет межоперационный контроль за качеством продукции на экспорт и спецпродукции;
7) ведет журнал учета сортности продукции с классификацией брака;
8) оформляет активы на несортную продукцию;
9) принимает участие в рассмотрении претензий и рекламаций от потребителей;
10) осуществляет контроль за соблюдением технологического режима на обслуживаемом участке;
11) осуществляет контроль за своевременным и правильным отбором проб;
12) оценивает техническое состояние работающего оборудования;
13) принимает участие в приеме обслуживаемого оборудования после технологических остановок, чисток, ремонтов;
2.3.2. 5-го разряда:
1) осуществляет контроль за качеством продукции и ходом технологического процесса по графикам контрольных карт, сетевым графикам и картам технического контроля;
2) обрабатывает технологические и аналитические данные методом математической статистики;
3) осуществляет выдачу сменному мастеру (начальнику смены) производства информации о ходе технологического процесса и отклонениях его параметров от заданных значений, при необходимости - подачу предупредительного сигнала;
4) осуществляет контроль за качеством продукции, отделением части продукции, имеющей дефекты;
5) осуществляет контроль за правильностью рассортировки продукции по партиям, ассортименту;
6) осуществляет контроль и приемку согласно конструкторской документации и техническим условиям сложных по конфигурации изделий из различных пластических масс и резины;
7) осуществляет контроль и приемку мелких изделий с помощью увеличительных стекол и микроскопа;
8) проводит проверку геометрической формы и взаимного расположения поверхностей, принимает участие в проведении различных испытаний;
9) организовывает дополнительный контроль за технологическим процессом с целью ликвидации причин, вызвавших его нарушение;
10) составляет диагностическую картотеку, предусматривающую возможные варианты воздействия на технологический процесс при отклонениях его параметров или показателей исходного сырья от установленных нормой;
11) осуществляет выборочный контроль за качеством разбраковки на складах готовой продукции и выполняет работы по контролю за качеством изделий на разбраковочных конвейерах;
12) осуществляет контроль за проведением анализов и правильностью хранения продукции;
13) по распоряжению непосредственного руководителя выполняет работы, соответствующие по сложности их исполнения рабочим более низкой квалификации;
2.3.3. 6-го разряда:
1) осуществляет контроль за ходом технологического процесса согласно технологическому регламенту;
2) проводит лабораторные испытания готовой продукции, полуфабрикатов для определения их соответствия государственным стандартам и техническим условиям, конструкторской и технологической документации, чертежам;
3) осуществляет контроль и приемку особо сложных изделий из пластических масс и резины;
4) проводит необходимые расчеты по проведенным анализам, испытаниям и исследованиям, систематизирует полученные результаты;
5) рассматривает и анализирует рекламации по качеству и комплектности продукции, подготавливает заключения по результатам рассмотрения;
6) принимает участие во внедрении мер по повышению качества продукции и предупреждению брака, а также в совершенствовании методов испытания и контроля;
7) по распоряжению непосредственного руководителя выполняет работы, соответствующие по сложности их исполнения рабочим более низкой квалификации;
2.3.4. 7-го разряда:
1) осуществляет контроль за соблюдением установленных технологических режимов на всех стадиях производственного процесса на обслуживаемых участках, в цехах, отделениях;
2) координирует работы контролеров качества продукции и технологический процесс;
3) осуществляет контроль за качеством и комплектностью выпускаемой продукции;
4) оформляет техническую документацию, удостоверяющую качество и комплектность выпускаемой или поставляемой продукции;
5) осуществляет контроль за соблюдением инструкций и методик по техническому контролю и испытаниям на рабочих местах;
6) осуществляет контроль за выполнением графиков проверки на точность измерения производственного оборудования и оснастки, техническим состоянием контрольно-измерительных средств, наличием их на рабочих местах и своевременным предоставлением их для проверки;
7) организовывает учет брака продукции, анализирует причины брака и возникновения производственных дефектов полуфабрикатов и продукции;
8) разрабатывает и внедряет мероприятия по повышению качества продукции, устранению причин, вызывающих изготовление и выпуск некачественных полуфабрикатов и продукции;
9) разрабатывает и выдает на основе результатов контроля и испытаний необходимые предложения и рекомендации производственному персоналу на контролируемых участках по устранению причин низкого качества продукции для оперативного их использования в работе и включения в проекты, направленные на повышение качества продукции;
10) по распоряжению непосредственного руководителя выполняет работы, соответствующие по сложности их исполнения рабочим более низкой квалификации;
2.4. В конце рабочего дня (смены) контролер качества продукции и технологического процесса:
1) приводит в надлежащее состояние приспособления, инструмент, передает их на хранение;
2) удаляет грязь со спецодежды и спецобуви, при необходимости помещает на сушку и хранение;
3) сдает установленную отчетность;
4) производит осмотр (самоосмотр);
При выполнении своих обязанностей контролер качества продукции и технологического процесса обладает трудовыми правами, предусмотренными заключенным с работником трудовым договором, правилами внутреннего трудового распорядка, локальными нормативными актами, Трудовым кодексом Российской Федерации и иными актами трудового законодательства.
4.1. Контролер качества продукции и технологического процесса привлекается к дисциплинарной ответственности в соответствии со статьей 192 Трудового кодекса Российской Федерации за ненадлежащее исполнение по его вине обязанностей, перечисленных в настоящей инструкции.
4.2. Контролер качества продукции и технологического процесса несет материальную ответственность за обеспечение сохранности вверенных ему товарно-материальных ценностей.
4.3. Контролер качества продукции и технологического процесса за совершение правонарушений в процессе своей деятельности в зависимости от их характера и последствий привлекается к гражданско-правовой, административной и уголовной ответственности в порядке, установленном законодательством.
5. Заключительные положения
Акт пломбирования (снятия пломб) средств измерения, технических средств, оборудования для учета концентрации и объема безводного спирта в готовой продукции, объема готовой продукции, пломбирования (снятия пломб) технических средств фиксации и передачи информации об объеме производства и оборота этилового спирта, алкогольной и спиртосодержащей продукции в единую государственную автоматизированную информационную систему учета объема производства и оборота этилового спирта, алкогольной и спиртосодержащей продукции, пломбирования (снятия пломб) оборудования для учета объема перевозок этилового спирта (в том числе денатурата) и нефасованной спиртосодержащей продукции с содержанием этилового спирта более 25 процентов объема готовой продукции
Заявление о пломбировании (снятии пломб) средств измерения, технических средств и оборудования для учета концентрации и объема безводного спирта в готовой продукции, объема готовой продукции, о пломбировании (снятии пломб) технических средств фиксации и передачи информации об объеме производства и оборота этилового спирта, алкогольной и спиртосодержащей продукции в единую государственную автоматизированную информационную систему учета объема производства и оборота этилового спирта, алкогольной и спиртосодержащей продукции, о пломбировании (снятии пломб) оборудования для учета объема перевозок этилового спирта (в том числе денатурата) и нефасованной спиртосодержащей продукции с содержанием этилового спирта более 25 процентов объема готовой продукции