





 Рейтинг: 4.9/5.0 (1921 проголосовавших)
Рейтинг: 4.9/5.0 (1921 проголосовавших)Категория: Инструкции
Для разветвления или проводки различных водных коммуникаций (систем отопления, канализации и водопровода) необходимо использовать специальные технологии. Пайка пластиковых труб может выполняться специалистами, но её также легко осуществить своими руками.
Инструменты для пайкиЧтобы соединить между собой отдельные части водопровода, необходимо использовать технологии температурного воздействия. Пайка или сварка пластиковых труб позволяет обеспечить диффузию молекул пластмассы, как результат получается прочное и герметичное соединение.
Эти работы проводятся при помощи специальных устройств – сварочного инвертора для пластиковых труб или пистолета:
Аппараты для сварки можно классифицировать по мощности. Сейчас наибольшей популярностью пользуются универсальные модели на 1500–1600 Вт. Они удобны для бытового использования, кроме того в комплекте идет также комплект насадок для работы с различными типами трубопроводов.
Нужно отметить, что помимо специальных устройств также понадобятся дополнительные инструменты. В частности, это ножницы для резки водопроводных деталей. А также роликовый труборез, который позволяет обеспечить максимально ровный и гладкий срез на поверхности коммуникаций.
Также при работе с металлопластиковыми или армированными фольгой трубами понадобится инструмент для зачистки – шлифовщик. Он выровняет кромку среза, на которой часто после обрезки нужного участка остаются небольшие неровности. Если проигнорировать этот процесс, то соединение может получиться недостаточно прочным и герметичным, что повлияет на работу всей канализационной системы.
Если требуется пайка труб из пластика большого диаметра – от 110 мм, то применяется электрическая муфта. Она насаживается на соединение и нагревает место стыка. В процессе главную роль играет центрирование отдельных участков коммуникаций, т. к. проконтролировать процесс во время сварки практически невозможно. Для работы с таким устройством применяется специальным центрирующий станок, который позволяет выровнять поверхность среза, чтобы получить максимально плотный шов. Мощность муфт несколько отличается от мощности сварочных аппаратов и пистолетов для пайки, в большинстве случаев требуется немного большие показатели – свыше 1500 Ватт.
Также часто в домашних условиях используется холодная пайка. Технология подразумевает применение агрессивного клеящего состава, который обеспечивает диффузию молекул пластика без использования нагревающих элементов. Главным достоинством способа является простота. Такая сварка легко производится даже без опыта, кроме того не требуется закупка дополнительных аппаратов. Но вместе с этим такая спайка считается недолговечной, т. е. это скорее, срочные меры, нежели вариант постоянного соединения труб.
Купить инструмент для пайки пластиковых труб можно практически в любом сантехническом магазине, в среднем он стоит от 800 рублей до нескольких десятков тысяч. К примеру, в Севастополе стоимость WESTER DWM 1000B варьируется в пределах от 1800 рублей до 2000.Цена зависит от заявленной мощности аппарата, марки и его назначения.
Видео: как правильно паять пластиковые трубы
Самостоятельная сварка пластиковых трубопроводов производится при использовании проекта канализации и в соответствии с ГОСТами. Для каждого материала пайка производится в соответствии с определенной температурой, таблица ниже поможет подобрать нужные значения:
Пошаговая инструкция, как произвести пайку пластиковых труб систем отопления или соединить водопровод:
 Фото — паяльный комплект
Фото — паяльный комплект
 Фото — нагрев элементов
Фото — нагрев элементовКогда работы окончены нужно подождать указанное время для охлаждения соединения, некоторые мастера также для ускорения процесса пользуются феном.
Иногда нагревательный утюг использовать нельзя и требуется применение электромуфт. Их принцип действия очень похож с описанным выше, главное различие в том, что для такой пайки труб нагревается полностью весь аппарат, а не отдельные его насадки.
Перед началом сварки нужно обязательно обезжирить отрезки, а также очистить их от пыли и грязи. Для этого протрите фитинг и муфту спиртом внутри, а трубу – снаружи. Пайка производится также, как сказано ранее.
Посмотрите статьи на похожие темы:
 Инструкция технологии сварки полипропиленовых труб
Инструкция технологии сварки полипропиленовых труб Как правильно паять полипропиленовые трубы и при какой температуре
Как правильно паять полипропиленовые трубы и при какой температуре Аппараты для сварки ПНД труб
Аппараты для сварки ПНД труб Соединение полиэтиленовых труб — способы
Соединение полиэтиленовых труб — способы Монтаж полипропиленовых труб для отопления и водоснабжения
Монтаж полипропиленовых труб для отопления и водоснабжения Гофрированные трубы — размеры, достоинства, особенности монтажа
Гофрированные трубы — размеры, достоинства, особенности монтажа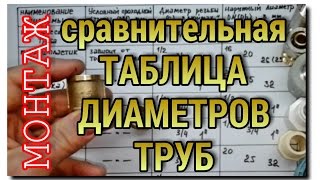


















Пластиковые трубы благодаря своей доступной стоимости и легкости их соединения заняли лидирующее место при монтаже водопроводных и тепловых сетей. Не взирая на то, что такие конструкции менее прочные и не такие долговечные, как металлические многие отдают предпочтение именно им, когда планируют поменять инженерные коммуникации своем доме. В первую очередь всех привлекает быстрота монтажных работ, так как пайка полипропиленовых труб дает прекрасную возможность сделать довольно прочное и крепкое соединение за короткий промежуток времени.

Достаточно прочный пластик, который применяется для производства труб, которым не страшна коррозия. Они устойчивы перед отложением солей и накоплению известкового налета. Полипропиленовые конструкции применяются для длительного использования. Срок эксплуатации составляет не менее 50 лет. Это на самом деле вполне реальный срок при условии, что использоваться такие трубы будут непосредственно в местах соответствующим их условиям применения. Все детали рассчитаны на долгое воздействие высокого давления при наличии низкой температуры. Все трубы этого вида выпускаются четырех расцветок. Но цвет их никаким образом не влияет на область их применения и качество работы. Полипропиленовые трубы в первую очередь предназначены для систем водоснабжения, отопления. В отдельных случаях, возможно, их совмещать с металлическими сооружениями. Использование возможно в трубопроводах любого типа - открытый, закрытый и настенный.
Достоинства полипропиленовых трубПолипропиленовые трубы имеют неограниченное количество положительных моментов, по сравнению с другими видами материалов. Они не подвержены коррозии и появлению грибка. Имеют высокий срок эксплуатации. По этим причинам изделия из пластика имеют широкую сферу применения, как в промышленных, бытовых, так и ремонтных работах.
Для установки полипропиленовых труб требуется наличие специального паяльного аппарата. Любое соединение пластиковой трубы с элементами водопровода осуществляется посредством специальных соединительных деталей. Рассмотрим более подробно, как профессионально паять трубы из пластика.
Термостойкость полипропиленовых трубЧтобы хорошо освоить инструкцию и правила работы с любым материалом, нужно хорошо знать все его характеристики и свойства. Первое, на что стоит обращать внимание на трубы из пластика, это на его термостойкость. Все свои способности любое изделие из пластика теряет при температуре от 140 градусов и выше. Поэтому производитель всегда указывает максимальный температурный режим. Для неармированных труб этот показатель в среднем составляет 95 градусов.
На тип приобретаемых труб стоит, прежде всего, обращать внимание для отопительных систем и для системы водоснабжения горячей водой. Высокой термостойкостью обладают армированные трубы, в которых сочетаются качества металлических и пластиковых конструкций.
Существует еще один важный момент, на который стоит обращать внимание - это максимально допустимое давление в трубе. Все цифры всегда указываются производителем.
Процесс теплового удлинения полипропиленовых трубТепловое удлинение представляет собой показатель изменения линейного размера во время нагрева. Длинный и прямой участок трубы во время сильного нагрева начнет покрываться волнами и провисать. Не рекомендуется одним участком трубы проводить монтаж системы отопления или подачу горячей воды от перекрытия до перекрытия. В противном случае, может образоваться напряжение, что в дальнейшем приведет к деформации трубы и большим проблемам.
Инструкция: как правильно паять трубы отопления, чтобы избежать неприятностей1. Прежде всего, нужно использовать трубы с армирующим покрытием. Коэффициент давления у данного материала в пять раз ниже по сравнению с армированными трубами. Также значение допустимого давления выше.
2. Использовать компенсаторы таким образом, чтобы получился изгиб трубы в форме буквы «П». Поскольку в таком случае ножки изгиба начнут сближаться эластичный пластик, при удлинении останется прямым.
Специалисты советуют применять оба способа для монтажных работ системы отопления.
Армированные трубы из полипропиленаАрмированные трубы представляют собой продукцию с жестким каркасом из стекловолокна или алюминия. Алюминиевый армирующий слой расположен либо в верхней части, либо между слоями пластика. Слои скрепляют специальным клеем. В данном случае, размер алюминиевого слоя варьируется в пределах от 0,1 до 0.5 мм. Армирование стекловолокном осуществляется иначе. В данном случае, слой расположен непосредственно в центре, а сама труба имеет вид монолита, где слои прочно приварены друг к другу.
Армирующий слой оказывает влияние не только на характеристику трубы, но и на способ ее спайки. Монтажные работы армированной трубы практически ничем не отличаются от установки неармированных конструкций. Но все же есть небольшое отличие - трубу с внешним армирующим слоем из алюминия необходимо защитить специальным инструментом – шейвером. Внутренняя часть изделия защищается торцевателем.
Без покрытия армированные трубы гораздо дороже, поэтому использовать их для монтажа холодного водопровода не разумно. Для провода холодной воды вполне подойдут стандартные полипропиленовые трубы.
Виды труб и фитингов Трубы из полипропилена принято делить на 4 основные категории:1. Деталь с тонкими стенками PN10 используются для теплого пола и системы подачи холодной воды. В данном случае показатель давления имеет значение 1 МПа, допустимая температура варьируется в пределах от -45 до 20 градусов.
2. Изделие PN16 предназначено для монтажных работ в отопительных системах с низким показателем давления и системы подачи холодной воды. В данном случае показатель давления обладает значением 2 МПа, максимально допустимый уровень температуры 80 градусов.
3. Изделие универсальное PN20 применяется для установки холодного и горячего водоснабжения. Показатель давления имеет значение 2 МПа, предельно допустимая температура составляет 80 градусов.
4. Изделие для установки холодного и горячего водоснабжения PN25, оснащено внутренним армированием алюминием, показатель давления равен 2,5 МПа, предельно допустимая температура 95 градусов.
Чтобы соединить трубы из полипропилена с другими изделиями из стали, принято использовать фитинги с латунными или хромированными вставками. Существует несколько основных разновидностей фитингов:
1.Для изделий одинакового размера, но разного диаметра используют паечные муфты.
2.Для изделий разного и одинакового диаметра используют уголки 45 и 0 градусов.
3.Для изделий с одинаковым диаметром применяют тройник и тройной уголок.
5.Пайка из полипропилена.
7.Комбинированые муфты с разными видами резьбы.
Необходимый набор инструментов
Для спайки труб из пластика принято использовать специальное паяльное оборудование. Такую машину можно купить в любом строительном магазине. Самые простые модели обладают мощностью до 800 Вт. Такой мощности достаточно, чтобы установить необходимые коммуникации в частном доме или своей квартире. Что касается профессиональных паяльников, то они обладают регуляторами установки температуры. Мощность аппарата на качество пайки не оказывает никакого влияния, она только предназначена для определения скорости нагрева материала до нужной температуры.
В комплекте идет стандартный паяльник, для труб из полипропилена идет в комплекте, насадки имеют диаметр 20, 25 и 32 мм. Такие размеры подходят для муфт, различных соединений и стандартных труб. Все насадки являются неотъемлемой частью нагревательного компонента. Насадки имеют гильзу, которая способствует оплавлению внешней части трубы и дорн, предназначенный для внутренних поверхностей соединяемых материалов. Идеально будет, если насадки будут иметь тефлоновое покрытие. Такое покрытие служит отличной защитой от негативного на них воздействия расплавленного пластика. А также значительно облегчает процесс снятия расплавленной трубы и повышает качество сварки.
Паяльник представляет собой необходимый инструмент, который предназначен для прокладки полипропиленовых труб, но помимо паяльника потребуются еще другой набор инструментов:
1.Для замера необходимого размера трубы необходима рулетка.
2.Для разметки стен и труб нужен карандаш.
3.Ножовка по металлу в случае отсутствия ножа для пластиковой трубы.
5.Для армирования внутри труб – торцеватель.
6. Для армирования наружной части труб – шеймер.
Большое внимание уделяется перед монтажными работами резке труб. Самым лучшим инструментом в данном случае считаются специализированные ножницы из прочной стали. Используя их можно отрезать трубы ровно под углом 90 градусов. Это поможет значительно сэкономить время и сделать процесс отрезания легким и простым. В последнее время производители в паяльный комплект стали включать такие ножницы, поэтому при покупке оборудования нужно обращать внимание на его содержимое.
Правила эксплуатации паяльника
1.Паяльник рекомендуется устанавливать на ровную поверхность. Насадки нужного диаметра фиксируют специальными ключами. Насадка, которая требуется для работы, устанавливается с краю.
2. На установленном паяльнике собирают отдельные детали трубопровода. Для удобства работы желательно привлечь к работам помощника.
3. Работа начинается только после того, как паяльник нагреется до нужной температуры. Чтобы он нагрелся до 260 градусов ему достаточно 10-15 минут.
4.Во время паяльных работ паяльник от сети не отключают.
5. Соединяемые детали нужно нагревать одновременно.
6. Остатки пластика удаляют, используя брезентовую ветошь.
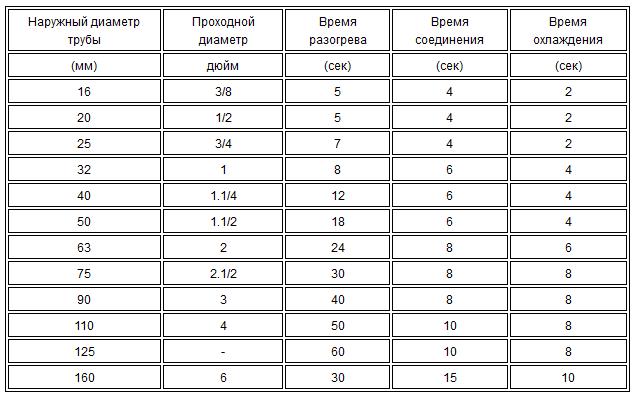
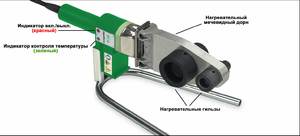
Рекомендации по пайке полипропиленовых трубПред началом работу включаем паяльный аппарат. Стандартные механизмы обладают двумя основными индикаторами – включение аппарата и терморегулятор. Во время нагревания аппарата индикаторы не гаснут. Спустя 10-15 минут погаснет индикатор терморегулятора. Это говорит о том, что паяльник нагрелся до нужной температуры и готов к работе. Учитывая, что во время работы, паяльник потребляет много электроэнергии, в этом случае лучше дождаться повторного включения паяльника, и уже после этого можно приступать к работе. Берется труба и отмеряется нужная длина. Длину следует брать с запасом, так как нужно принимать во внимание глубину насадки и фитинга. Обозначенный размер трубы отрезают ножницами или ножовкой для металла. После этого, нужно по размеру подобрать фитинг. Его внутренний диаметр в не разогретом состоянии должен быть больше диаметра трубы. Фитинг и внешняя часть трубы очищается от пыли и обезвреживается раствором из мыла, после чего тщательно просушивается. Все детали устанавливают на нужные насадки паяльника. Трубу вставляют внутрь гильзы, а фитинг одевают на дорн. Все значения диаметра определяются согласно приведенной ниже таблице:
Диаметр трубы, мм
Ширина пояса, мм
Затем все необходимые детали снимают с паяльника и соединяют друг с другом без поворотов по своей оси. Это нужно делать с небольшим нажимом. Трубу вставляют в фитинг на всю его глубину. После окончательного затвердевания пластика все соединения становятся надежными и прочными.
В том случае если на краях раструба появился сплошной наплыв по всей окружности, то это свидетельствует о том, что соединение выполнено, верно. Во время выдерживания времени охлаждения запрещено поворачивать трубы. Если у соединения образовался угол или оно оказалось смещенным, то его нужно обрезать и всю работу выполнить заново.
Отличительные моменты спайки армированных труб:1. На внешней стороне снимается фаска и, используя шейвер, защищается армирование.
2. Если труба будет армирована алюминием в верхней части, то ее просто устанавливают в зачистку и делают несколько оборотов.
3. Если армирование было внутренним, то армирующий слой сильно прижимают к торцевателю и проворачивают.
Несколько полезных советовЧтобы точно определить, как профессионально паять трубы из полипропилена необходимо обозначить, что в этой работе самое главное действовать уверенно и быстро, а также следить за правильным соотношением деталей. Если пайка труб осуществляется первый раз, то лучше предварительно сделать несколько пробных соединений. Это позволит проконтролировать качество выполненной работы. Для этого контрольный образец нужно разрезать вдоль. Во время работ большое внимание нужно уделять уголкам, кранам и тройникам. Ручки кранов должны без препятствий перемещаться в любое положение и ни в коем случае не упираться в трубу. Кроме этого следует соблюдать технику безопасности, поскольку работа осуществляется при большой температуре. Снятие с трубы фаски просто необходимо. В противном случае размягченный пластик окажется во время спайки задранным и соединение в результате этого будет менее прочным. Трубу в фитинг нужно вставлять до упора. Затем к нему приваривают трубу по всей длине в торец. Этот момент очень важен, прежде всего, для изделий с внутренним армирующим слоем.
Тефлоновые насадки запрещено очищать от остатков пластика, используя металлические предметы. Остатки удаляют грубой тканью.
Таким образом, мы рассмотрели весь процесс пайки полипропиленовых труб и все важные моменты в этом процессе. Прочитав эту статью можно самостоятельно попробовать себя в этом деле.
ИнстаграмЧтобы устраиваемые коммуникации, выполненные из пластиковых материалов, служили долго, очень важно правильно определиться с температурой пайки полипропиленовых элементов. При устройстве разводок трубопроводов водяных магистралей и отопления на основе полипропилена очень важно в точности выдержать необходимые температурные и временные значения при проведении работ по сварке труб. Если будут допущены отклонения от рекомендованных показателей, то существует риск образования повреждения на участках соединения. Другим негативным следствием этого может стать ухудшение циркуляции жидкости по трубам.
 При работе с трубами сечением до 63 мм чаще всего выбор останавливают на методе пайки, предусматривающем использование таких элементов, как муфты и раструбы. Примечательно, что в обоих случаях обязательным является применение такого дополнительного компонента, как муфты. Если соединяемые элементы превышают в диаметре 63 мм, то чаще всего используют стыковой метод.
При работе с трубами сечением до 63 мм чаще всего выбор останавливают на методе пайки, предусматривающем использование таких элементов, как муфты и раструбы. Примечательно, что в обоих случаях обязательным является применение такого дополнительного компонента, как муфты. Если соединяемые элементы превышают в диаметре 63 мм, то чаще всего используют стыковой метод.
Если значение диаметра не превышает 40 мм, то такие трубы сваривают с применением электросварочного портативного агрегата. Если сечение конструкции превышает 49 мм, то работы по соединению элементов проводят с применением прибора, имеющего центрическую конструкцию.
При соединении полимерных элементов применяют метод нагрева, осуществляемый при помощи насадок сварного агрегата.
Если выбор был остановлен на раструбном методе, то вначале необходимо провести подготовительные мероприятия:
 Необходимо взять электропаяльник, с помощью которого будут свариваться диэлектрические трубы, и разместить его на гладкой поверхности. Далее в нём необходимо зафиксировать вставные нагреватели подходящего размера, используя специальные ключи. Следует позаботиться о наличии в агрегате соответствующих насадок до того, как приступить к его нагреву;
Необходимо взять электропаяльник, с помощью которого будут свариваться диэлектрические трубы, и разместить его на гладкой поверхности. Далее в нём необходимо зафиксировать вставные нагреватели подходящего размера, используя специальные ключи. Следует позаботиться о наличии в агрегате соответствующих насадок до того, как приступить к его нагреву;Недопустимым считается, если при соединении электрических изделий температура наружного воздуха не соответствует оптимальному режиму. Этому моменту необходимо уделить особое внимание. Если в летний период и на улице наблюдается сильный зной, то необходимо снизить продолжительность нагрева компонентов. В обратной ситуации, когда температура наружного воздуха является пониженной, то нагревать соединяемые элементы следует дольше обычного. Чтобы определиться с подходящей температурой для сварки труб, важно принимать во внимание все нюансы.
К первой сварке приступают по истечении 5 минут с момента, когда сварочный агрегат был включён для разогрева. В то же время, когда очередной процесс сварки с использованием электросварочного агрегата будет завершён, необходимо удалить с его рабочих поверхностей частицы пластика.
Влияние температуры на процесс муфтовой стыковки ПП труб и фитинговЕсли говорить об особенностях соединения полипропиленовых труб, то обязательной процедурой, которая предваряет пайку, является нагрев элементов до определенной температуры. Соблюдение этого условия позволяет придать пластическим массам стыкуемых элементов достаточную эластичность. Закончив работу по пайке полипропиленовых труб, можно наблюдать такое явление, как диффузия молекул полипропилена. Иными словами, структура сваренных элементов изменяется на молекулярном уровне, поэтому после отвердевания материала пластические массы на участке стыка обретают крепкие связи.
Выбранный температурный режим является одним из ключевых факторов, от которого зависит прочность соединяемых поверхностей полипропиленовых труб. Если температура нагрева оказалась недостаточной, что чаще всего это заканчивается тем, что в процессе пайки не удается обеспечить достаточный диффузионный процесс. В результате молекулы тела трубы и фитинги не состоянии добраться до сопрягаемых участков, что негативным образом сказывается на качестве соединения. Под воздействием нагрузок пайка разрушается или же через короткий промежуток времени в используемой конструкции наблюдается течь.
Если же соединяемые элементы будут перекрыты, то можно столкнуться с критической деформацией тела элементов. На фоне этого сваренные детали лишаются своей геометрии или может образоваться наплыв чрезмерного валика во внутреннем сечении. Следствием этого становится уменьшение диаметра внутреннего отверстия изделия на участке сварки.
Особенности подбора температуры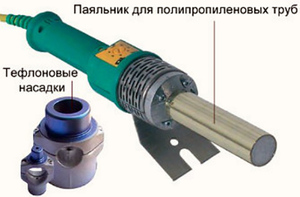 При работе с полипропиленовыми трубами важно в области стыковки обеспечить нагрев до уровня 255-265 градусов Цельсия. При выборе температурного режима необходимо обращать внимание и на ряд дополнительных параметров:
При работе с полипропиленовыми трубами важно в области стыковки обеспечить нагрев до уровня 255-265 градусов Цельсия. При выборе температурного режима необходимо обращать внимание и на ряд дополнительных параметров:
На практике удается наблюдать прямую зависимость между диаметром соединяемых элементов и продолжительностью их разогрева.
Особое внимание необходимо уделять увеличению температуры наружного воздуха. Это связано с тем, что при проведении монтажных работ обязательно образуются небольшие перерывы, связанные с необходимостью извлечения элементов от нагревательного сварочного агрегата и выполнения их муфтовой стыковки. Чтобы свести к минимуму эффект, вызываемый остыванием при низких температурах изделия, желательно подвергать конструкции из полипропилена нагреву в течение более длительного времени. В качестве рекомендуемого промежутка следует выбирать 2-3 секунды, причем в отдельных случаях этот вопрос решается опытным путем.
Также необходимо быть очень осторожным при выборе для нагревательного устройства температурного режима выше отметки 270 градусов Цельсия на фоне относительно небольшого периода нагрева. При пайке полипропиленовых труб с такими параметрами возникает риск того, что верхние слои материала буквально через мгновение разогреются до высоких температур, а при этом основное тело будет прогрето недостаточно. Выполнение стыковки в подобных условиях может привести к образованию чересчур тонкой прозрачной пленки.
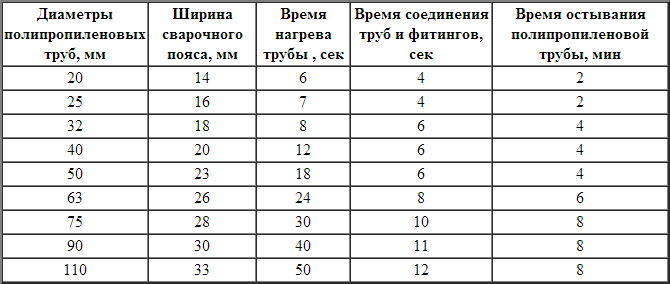
Инструкции нагрева, значение времени воздействияРешая вопрос с параметрами нагрева соединяемых полипропиленовых труб, необходимо обращать внимание на диаметры деталей, которые можно узнать из соответствующей таблицы. Причем в зависимости от того, какие размеры имеет полипропиленовая труба, необходимо менять продолжительность нагрева, оставляя неизменной заранее выбранную температуру на нагревательном элементе. Чтобы обеспечить высокую надежность муфтового стыка, необходимо соблюдать следующие критерии:
 Среди нюансов, которые необходимо учитывать при создании сварного соединения полипропиленовых труб, следует выделить необходимость изготовления сварочного пояса, который должен иметь оптимальную длину. Чаще всего он имеет тот же размер, что и глубина цилиндрических насадок, которые используются на нагревательном элементе сварочного оборудования. Чтобы обеспечить необходимый размер стыка, необходимо основательно закрепить полипропиленовую трубу на теле элемента.
Среди нюансов, которые необходимо учитывать при создании сварного соединения полипропиленовых труб, следует выделить необходимость изготовления сварочного пояса, который должен иметь оптимальную длину. Чаще всего он имеет тот же размер, что и глубина цилиндрических насадок, которые используются на нагревательном элементе сварочного оборудования. Чтобы обеспечить необходимый размер стыка, необходимо основательно закрепить полипропиленовую трубу на теле элемента.
В тех случаях, когда сварка выполняется в условиях отрицательных температур, желательно использовать теплый материал, для чего его перед проведением работ следует подержать в теплом помещении в течение некоторого времени.
Перед проведением работ сварочный агрегат необходимо прогреть до температуры 283 градусов Цельсия, причем точный режим определяется с учетом температуры окружающей среды. Действуя подобным образом, можно предотвратить возникновение значительных потерь тепла в момент, когда соединяемый элемент будет доставляться от аппарата к участку, где должно быть выполнено соединение. Для определения оптимальной величины нагрева и его продолжительности проводят предварительный нагрев, каждый раз корректируя указанные показатели на одну — две секунды.
Некоторые особенности выдержки теплового режима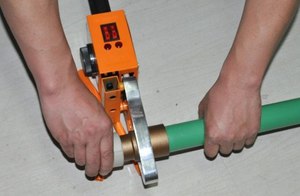 Во время разработки проекта полипропиленового трубопровода нужно учесть особенности последующего пошагового монтажа. Нежелательно размещать сварочное оборудование слишком далеко от места, где будет создаваться соединение с участием нагреваемых элементов. В некоторых случаях могут быть допущены ошибки, из-за которых сложно обеспечить непосредственный доступ к месту сварки.
Во время разработки проекта полипропиленового трубопровода нужно учесть особенности последующего пошагового монтажа. Нежелательно размещать сварочное оборудование слишком далеко от места, где будет создаваться соединение с участием нагреваемых элементов. В некоторых случаях могут быть допущены ошибки, из-за которых сложно обеспечить непосредственный доступ к месту сварки.
В подобном случае не остается ничего другого, как производить нагрев элементов на большом расстоянии от аппарата. Все это приводит к появлению потерь тепла в тот момент, когда свариваемые элементы доставляются к месту их соединения, где приходится тратить время на точное размещение на участке муфтового стыка. Если пренебречь этими нюансами, то часто не удается обеспечить достаточную прочность шву.
Если сварка будет осуществляться не в том порядке, то следствием этого станет невозможность создания завершающего стыка. Подобное может случиться из-за того, что между элементами недостаточно пространства, чтобы вставить туда нагревательный элемент. В подобных ситуациях следует избегать деформации места на трубопроводе, чтобы добиться большей ширины зазора. Решив создать более удобные условия для размещения аппарата на участке будущего стыка, можно ухудшить привлекательный вид коммуникаций, а вдобавок к этому есть вероятность возникновения статического напряжения отдельных участков системы.
ЗаключениеПроцесс сварки полипропиленовых труб предусматривает множество нюансов, среди которых одним из главных является правильный выбор температуры нагрева свариваемых элементов. Необходимо помнить, что продолжительность нагрева может не только повлиять на качество соединения, но и изменить внешний вид самой инженерной системы. По этой причине важно уделить внимание всем особенностям, которые должны быть учтены при проведении пайки элементов трубопровода.
Причем выбранная температура зависит не только от размеров свариваемых элементов, но и от условий, в которых будут выполняться работы по пайке изделий. Пренебрежение одним и тем более несколькими нюансами может негативно повлиять на работы всей системы. Причем в некоторых случаях это может даже привести к появлению аварийных ситуаций.
 Селезнёв Геннадий Антонович
Селезнёв Геннадий Антонович
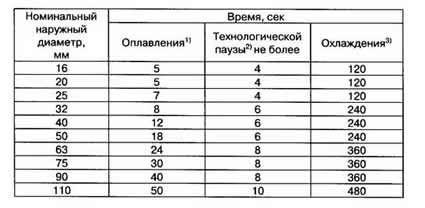
Полимерные материалы вытесняют традиционный металл со строительного рынка. У многих застройщиков, выбравших водопровод, отопление из полиэтилена, полибутилена, полипропилена, после приобретения возникает проблема, как паять пластиковые трубы. Технологи простая, не требует обучения, достаточно небольшой практики, полуметрового куска трубы, покупки паяльника с минимальной комплектацией. Инструкция к прибору сварки позволяет работать сразу, таблица времени разогрева стыков в зависимости от толщины стенки изделия обеспечивает высокое качество шва.

Простейшая инструкция, как паять пластиковые трубы, выглядит следующим образом:
После нескольких соединений технология становится понятной, а, после сборки контура отопления пользователь узнает секреты, как паять пластиковые трубы в неудобных местах. На практике обычно стыкуют отдельные заготовки, окончательную сборку (последние два стыка) производят по месту.
Пайка трубы электромуфтойЭлектромуфтовая технология проще предыдущей, в ней нет ничего сложного для тех, кто знает, как паять пластиковые трубы вышеописанным способом. Ошибки полностью исключаются благодаря встроенным в тело фитинга спиралям, программе внутри прибора. Технология выглядит немного иначе:
После первого же стыка становится полностью понятно, как паять пластиковые трубы. Этот вариант позволяет заранее собирать контуры, поочередно переключая электроды с муфты на муфту. Увеличивается скорость без потери качества. Сложные стыки становятся доступнее, единственным недостатком метода является повышенная стоимость муфт. Электромуфтовый аппарат дешевле, компактнее, отсутствует опасность повреждения покрытий нагретым корпусом паяльника. Несовершенство первого метода (сварка небольших диаметров) в данном случае отсутствует. Для крупных труб необходимо лишь увеличить надежность фиксации в момент установки, нагрева муфты.
Если вы затеяли ремонт водопровода или канализационной системы в своем доме или квартире, для качественного соединения деталей вам будет необходима пайка пластиковых труб + инструкция, как правильно ее выполнить.
Больше об этом вы сможете узнать, прочитав эту статью.

Пайка пластиковых труб
Инструменты, необходимые для пайкиПластиковые трубы для пайки сегодня находят широкое применение в обустройстве различных коммуникаций, в том числе таких, как канализации, водопроводы, отопление.
Эти трубы отлично проявили себя в эксплуатации, поскольку они:
Все это вместе обеспечило им высокую популярность и спрос.
Для проведения работ по прокладке коммуникаций первым делом необходимо приобрести или взять в аренду набор для пайки пластиковых труб.
Для проведения работ необходим такой перечень инструментовДля того чтобы гарантировать надежность стыков и швов, оборудование и инструменты для сварки полипропиленовых труб должны быть высокого качества.
Паяльник для пайки пластиковых труб – основной элемент в этом процессе, и без него никак не обойтись. Ориентировочная цена на аппарат среднего уровня составляет порядка 3-4 тысячи рублей, но могут быть модели и гораздо дороже (для профессионального использования).
Для небольшого одноразового объема работ можно ограничиться и арендой паяльника для полипропиленовых труб .

Принцип работы аппарата для пайки
При выборе модели и комплектации паяльника необходимо учитывать, какие диаметры труб планируются к прокладке, и проследить, чтобы насадки нужного размера входили в комплект поставки.
Любительские паяльники, как правило, комплектуются двумя или тремя парами насадок самого ходового размера.
Основной задачей паяльника является нагрев краев пластиковых труб до температуры размягчения. Поэтому очень удобны паяльники, на которых может настраиваться температура пайки пластиковых труб, что способно существенно упростить задачу начинающему мастеру.
Резак для пластиковых труб представляет собой специфические ножницы, которые разрезают трубу, не деформируя ее сечение (проще говоря – не сжимают). От качества реза напрямую зависит качество спаянного стыка, поэтому пренебрегать ими никак нельзя.
Также не рекомендуем использовать ножовку с полотном по металлу, поскольку обилие заусениц сильно ухудшит качество пайки, что чревато впоследствии протеканиями на стыке.
По сути, это и есть все специальное оборудование, без которого невозможна качественная пайка труб пластиковых и им подобных.
Технология процесса пайки пластиковых трубДля успешной реализации задуманного мероприятия главное – это внимательно ознакомиться с документом, который называется «Инструкция по пайке пластиковых труб». Дополнительно можно просмотреть видео в Интернете с наглядной визуализацией.
После того, как первый шаг сделан – паяльник или, как в народе его называют – утюг для пайки пластиковых труб куплен, можно приступать непосредственно к практическому процессу сварки полипропиленовых труб своими руками .
Набор фитингов для пайки трубопроводов
Для начала советуем попрактиковаться на обрезках пластиковых труб. Когда почувствуете уверенность, можно браться за основную работу.
Коротко можно составить такой алгоритм действий использования паяльника:
Если все действия сделаны правильно, в результате получится надежный спаянный шов. В этом процессе нет ничего сверхъестественного – главное, это аккуратность и прилежность. Чем точнее будут сделаны замеры и прирезаны заготовки, выдержана технология пайки пластиковых труб, тем надежнее будет конечный результат.
Таблица времени выдержки спаиваемых деталей
Нельзя проворачивать нагреваемые детали на насадках – это действие может деформировать материал и ослабить спаянный шов.
Завершающий этап – сборка предварительно подготовленных узлов в замкнутую систему по заранее намеченному четкому плану.
Здесь также будет необходим инструмент для пайки пластиковых труб, подключенный в сеть для удобства и маневренности с помощью переноски.

Спаянный узел пластикового трубопровода
Запуск воды в трубопровод разрешен не ранее, чем через час после того, как пайка металлопластиковых труб в единую систему завершена.
Отдельно следует поставить акцент на поддержании правил техники безопасности при выполнении монтажных работ. Запомните – вы имеете дело с высокими температурами, поэтому обязательно используйте защитные очки и перчатки.
Тот факт, что пайка пластиковых труб своими руками не требует специальных знаний и подготовки, делает этот материал практически незаменимыми в прокладке инженерных коммуникаций.