





 Рейтинг: 4.6/5.0 (1921 проголосовавших)
Рейтинг: 4.6/5.0 (1921 проголосовавших)Категория: Бланки/Образцы
Иконки файлов и свойства документа
Типы файлов- документ представлен набором отсканированных изображений; - документ можно скачать одним PDF файлом, файл состоит из не распознанных отcканированных страниц; - документ можно скачать одним PDF файлом с распознанным текстом; - документ можно скачать одним PDF файлом, внутри файла работают ссылки на другие ГОСТ'ы, текст распознан
Статусы ГОСТов- документ действует в настоящий момент (статус ГОСТа - Действующий ); - документ отменён (статус ГОСТа - Отменён ); - документ заменён (статус ГОСТа - Заменён ); - ГОСТ не действует на территории РФ;
ГОСТ 3.1404-86 ГОСТ 3.1404-86 Единая система технологической документации. Формы и правила оформления документов на технологические процессы и операции обработки резаниемСтатус документа: действует. введён в действие 01.01.1987 Название на английском языке: Unified system of technological documentation. Forms and rules of making documents on technological processes and cutting operations Вид стандарта: Основополагающие стандарты Дата начала действия ГОСТа: 1987-01-01 Дата последнего издания документа: 2003-04-01
Коды документа ГОСТ 3.1404-86:
Код КГС : Т53 Код ОКСТУ : 0003
Число страниц: 60
Назначение ГОСТ 3.1404-86: Настоящий стандарт устанавливает формы и правила оформления технологических документов, проектируемых с применением различных методов, на процессы и операции обработки резанием, выполняемых с применением универсального, специализированного и специального оборудования
ГРНТИ индекс(ы): 811313;551301 Документ разработан орг-ей: Госкомитет СССР по стандартам Этот ГОСТ входит в сборник: Единая система технологической документации Ключевые слова документа:обработка резанием. оформление. правила

Doc. Раздел: Шаблоны для верстки. Бланки операционной карты по ГОСТ 3.1404-86 Бланки маршрутной карты по ГОСТ 1117 – 85 Форма 2, Маршрутная карта 1, 2 лист ГОСТ 3.1118 – 82 Форма 1 и форма 1б.
Шрифты, бланки, шаблоны форматов.
ГОСТ 3. 1. 40. 4- 8. Единая система технологической документации. Формы и правила оформления документов на технологические процессы и операции обработки резанием Скачать бесплатно Единая система технологической документации. ГОСТ 3.
Единая система технологической документации. Формы и правила оформления документов на технологические процессы и операции обработки резанием Обозначение стандарта: ГОСТ 3. Статус стандарта: действующий Название рус. Единая система технологической документации.
Формы и правила оформления документов на технологические процессы и операции обработки резанием Название англ. Unified system of technological documentation. Forms and rules of making documents on technological processes and cutting operations Дата введения в действие: 0. Область и условия применения: Настоящий стандарт устанавливает формы и правила оформления технологических документов, проектируемых с применением различных методов, на процессы и операции обработки резанием, выполняемых с применением универсального, специализированного и специального оборудования Взамен: ГОСТ 3. Скачать бесплатно документы можно здесь. Госты представлены в формате Word ( doc ) и pdf файлы находятся в архиве rar. Посмотреть в PDF.
Пояснительная записка (.doc). Маршрутная карта ГОСТ 3.1118 – 82 формы 1;1б (.doc). Титульный лист технологической документации ГОСТ 3.1105 – 84 форма 2 (.doc). Операционная карта ГОСТ 3.1404 – 86 Формы 2;2а (.doc). ГОСТ 3.1404-86. Единая система технологической документации. Формы и правила оформления документов на технологические процессы и операции обработки резанием.
Общие требования к формам и бланкам документов». 2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ приказом ректора университета от 8 декабря 1997 г. ГОСТ 3.1407-86 - ЕСТД. Формы и требования к заполнению и. 4.3 Бланк задания на выполнение проекта (работы) брошюруется с на изготовление изделий на автоматических линиях - по ГОСТ 3.1404-86.


Единая система технологической документации
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ НА ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ И ОПЕРАЦИИ ОБРАБОТКИ РЕЗАНИЕМ
Unified system of technological documentation. Forms and rules of making documents on technological processes and cutting operations
МКС 01.110
25.020
ОКСТУ 0003
Дата введения 1987-07-01
1. РАЗРАБОТАН Государственным комитетом СССР по стандартам, Министерством станкостроительной и инструментальной промышленности, Министерством приборостроения, средств автоматизации и систем управления
ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28 марта 1986 г. N 819
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. ПЕРЕИЗДАНИЕ. Апрель 2003 г.
Настоящий стандарт устанавливает формы и правила оформления технологических документов (далее - документов), проектируемых с применением различных методов, на процессы и операции обработки резанием, выполняемых с применением универсального, специализированного и специального оборудования.
1. ОБЩИЕ ТРЕБОВАНИЯ1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. Общие требования к формам, бланкам и документам - по ГОСТ 3.1129 и ГОСТ 3.1130 .
1.2. Комплектность документов и правила оформления документов на единичные технологические процессы - по ГОСТ 3.1119 .
1.3. Комплектность документов и правила оформления документов на типовые (групповые) технологические процессы (операции) - по ГОСТ 3.1121 .
1.4. Правила записи содержания операций и переходов - по ГОСТ 3.1702 .
1.5. Графические обозначения опор, зажимов и установочных устройств - по ГОСТ 3.1107 .
1.6. Отражение требований по охране труда в документах - по ГОСТ 3.1120 .
1.7. Запись информации в документах следует выполнять построчно с привязкой к соответствующим служебным символам.
Правила и порядок применения служебных символов М, А, Б, О и Т по ГОСТ 3.1118 .
1.8. Указание единиц величины в документах следует выполнять в заголовках или подзаголовках соответствующих граф при подготовке бланков к размножению.
Допускается указывать единицы величины параметров технологических режимов после их числовых значений, например:
1.9. Содержание перехода в документах следует указывать по всей длине строки с возможностью переноса информации на последующие строки.
1.10. При описании содержания перехода необходимо указывать данные по То и Тв.
Указание данных следует выполнять на уровне строки, где заканчивается описание содержания перехода.
1.11. Указание данных по технологическим режимам следует выполнять после записи состава применяемой технологической оснастки.
1.11.1. При указании данных по технологической оснастке следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки, при этом информацию следует записывать в следующей последовательности:
1.11.2. Запись информации следует выполнять по всей длине строки с возможностью переноса информации на последующие строки. Допускается обозначение каждой составной части технологической оснастки приводить на одной строке.
В целях разделения информации по группам технологической оснастки и поиска необходимой информации допускается перед указанием состава применять условное обозначение их видов:
- вспомогательного инструмента - ВИ;
- режущего инструмента - РИ;
- средств измерений - СИ.
Например, СИ. АБВГ.ХХХХХХ.ХХХ Пробка; АБВГ.ХХХХХХ.ХХХ Шаблон.
1.11.3. Разделение информации по каждому средству технологической оснастки следует выполнять через знак ";".
1.11.4. Количество одновременно применяемых единиц технологической оснастки следует указывать после кода (обозначения) оснастки, заключая в скобки, например, АБВГ.ХХХХХХ.ХХХ (2) Фреза дисковая. Допускается количество применяемых единиц технологической оснастки не указывать.
1.12. Графические иллюстрации к операциям следует выполнять на КЭ или непосредственно в документах, предусматривающих внесение данной информации.
1.13. При автоматизированном проектировании документов следует:
- выполнять формы документов с размерами строк, учитывающими максимальное количество знаков в строках, соответствующих алфавитно-цифровым печатающим устройствам;
- формам документов присваивать обозначение форм настоящего стандарта, на основании которых они разрабатываются, с добавлением слова "САПР", например, Форма 1 САПР;
- увеличивать ширину формата документов за счет граф, не обведенных утолщенной линией.
- в формах документов не указывать вертикальные разделительные линии, ограничивающие ширину формата;
- не производить разделение строк по горизонтали.
Примеры распечатки карты кодирования информации (ККИ) формы 5 САПР и операционной карты (ОК) обработки резанием на одношпиндельных автоматах формы 8 САПР приведены в приложении 2.
1.14. Рекомендации по выбору документов применительно к видам оборудования приведены в приложении 1.
2. ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ НА ПРОЦЕССЫ И ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ С ПРИМЕНЕНИЕМ УНИВЕРСАЛЬНОГО ОБОРУДОВАНИЯ (кроме оборудования с жесткой связью командоаппарата)(кроме оборудования с жесткой связью командоаппарата)
2.1. При проектировании документов на процессы и операции следует применять следующие виды документов:
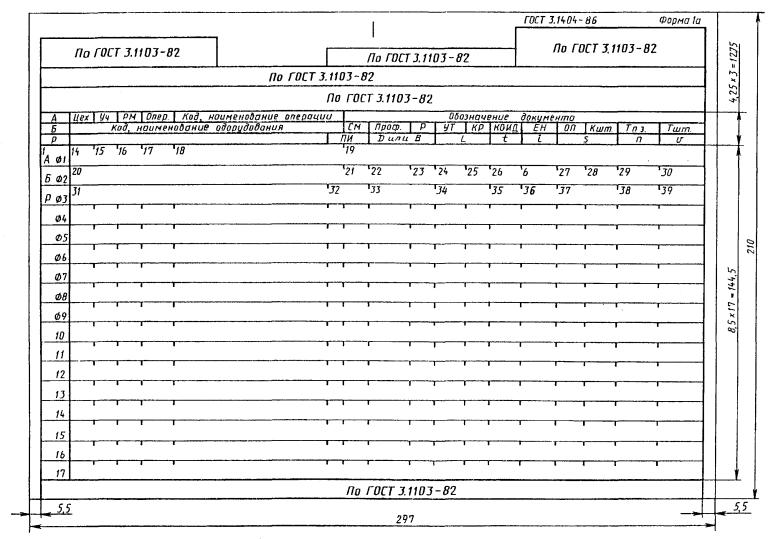
- карту технологического процесса (КТП) - формы 1 и 1а;
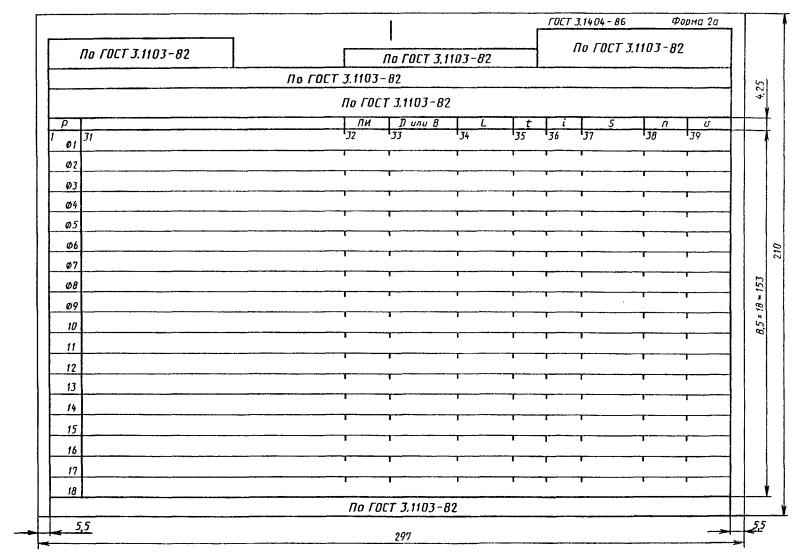
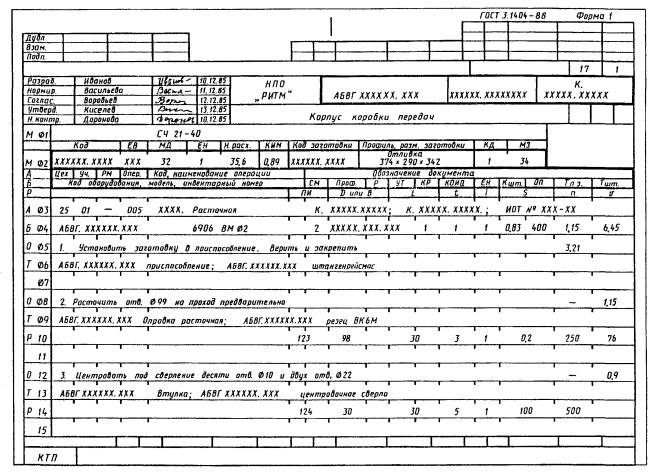
- операционную карту (ОК) - формы 2, 3 и 2а.
2.2. При использовании станков с числовым программным управлением (ЧПУ) следует применять в дополнение к указанным документам:
- карту наладки инструмента (КН/П) - формы 4 и 4а;
- карту кодирования информации (ККИ) - формы 5 и 5а.
Допускается по усмотрению разработчика применять следующие вспомогательные документы:
- карту заказа на разработку управляющей программы (КЗ/П) - формы 6 и 6а;
- ведомость обрабатываемых деталей (ВОД) - формы 7 и 7а.
2.3. Графы форм документов следует заполнять в соответствии с табл.1.
Подпись ответственного лица, участвующего в разработке и выпуске управляющей программы
_______________
* Размеры указаны для форм 5 и 5а.
** Размеры указаны для форм 6 и 6а.
*** Размеры указаны для форм 7 и 7а.
2.4. При операционном описании содержания операции следует применять текстовую или бестекстовую запись.
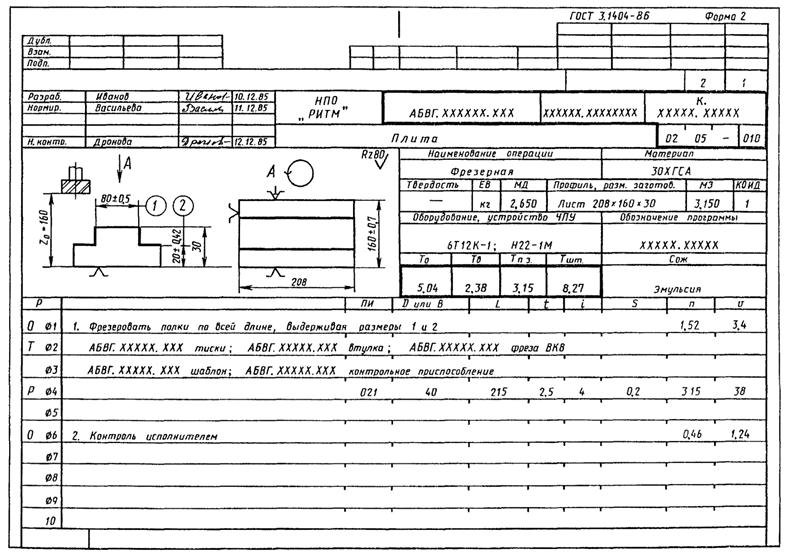
Бестекстовую запись применяют при условии обязательной разработки графических иллюстраций к каждой операции с указанием условных обозначений размеров по ГОСТ 3.1129. ГОСТ 3.1130 и условных обозначений опор, зажимов и установочных устройств по ГОСТ 3.1107 .
2.4.1. При бестекстовой записи содержания основного перехода следует указывать номер перехода и номера размеров обрабатываемых поверхностей с записью в скобках выполняемых предварительно размеров, например, 1.1 ( 30-0,24); 2 (20+-0,2); 3(1х45°).
При записи окончательных размеров, указанных на эскизе, в документе следует указывать только обозначения обрабатываемых поверхностей.
2.4.2. Бестекстовая запись для вспомогательного перехода в документах не производится при условии указания соответствующих графических обозначений опор, зажимов и установочных устройств по закреплению и снятию детали на эскизе детали, в остальных случаях следует выполнять текстовую запись вспомогательного перехода.
2.5. Информацию по вспомогательному и основному времени на переход следует размещать на уровне строки, где заканчивается описание содержания перехода для КТП и ОК соответственно в графах 38 и 39.
2.6. Примеры оформления КН/П с КЭ, ККИ, КЗ/П и ВОД на операции, выполняемые с применением станков с ЧПУ, приведены в приложении 2.
3. ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ НА ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ С ПРИМЕНЕНИЕМ УНИВЕРСАЛЬНОГО ОБОРУДОВАНИЯ С ЖЕСТКОЙ СВЯЗЬЮ КОМАНДОАППАРАТА3.1. Проектирование документов на операции следует выполнять:
- для одношпиндельных токарных автоматов и полуавтоматов - на формах 8 и 8а, 9 и 9а ОК;
- для многошпиндельных токарных автоматов и полуавтоматов - на формах 10 и 10а, 11 и 11а ОК;
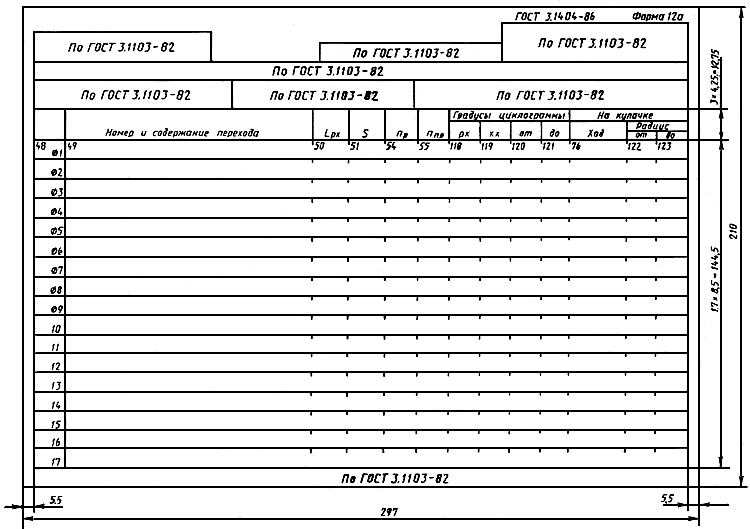
- для токарных автоматов продольного точения - на формах 12 и 12а, 13 и 13а.
Выбор соответствующих форм документов осуществляет разработчик документов.
3.2. Графы форм документов следует заполнять в соответствии с табл.2.
ГОСТ 3.1404-86 Единая система технологической документации (ЕСТД). Формы и правила оформления документов на технологические процессы и операции обработки резаниемСТП 1.03-2002. 2. СОДЕРЖАНИЕ. СОДЕРЖАНИЕ. ГОСТ 3.1404–86 ЕСТД Формы и правила оформления документов на техно- логические процессы.
Решающим аргументом в выборе системы СПРУТ-ТП – это возможность со-здания технологического процесса непосредственно в бланках документов. Данный подход в проектировании технологического процесса является наиболее удобным и практичным для любого технолога. Решающими факторами для нас стала доступная для бюджетной организации цена и дружественный к пользователю интерфейс. Нас порадовала открытость системы, а также её простота, логичность и удобство в работе. За более чем 4-х летний опыт эксплуатации СПРУТ-ТП, ни разу не было повода усомниться в нашем выборе. За период эксплуатации СПРУТ-ТП время создания спецификаций заказов снизилось на 30% За период эксплуатации СПРУТ-ТП время создания сводных спецификаций материалов снизилось на 50% В СПРУТ-ТП очень удобно составлять технологические процессы, время создания которых уменьшается в 2-3 и более раз Доступное руководство пользователя помогает быстро освоить работу в системе СПРУТ-ТП Работа с программой «Sprut TP» дала возможность информационной поддержки процесса технического проектирования Работа с программой «Sprut TP» позволила автоматизировать разработку наших технологических процессов Главным достоинством системы СПРУТ-ТП является возможность работы непосредственно в бланках разрабатываемой документации В СПРУТ-ТП очень хорошо реализована возможность генерации сводных ведомостей При решении технических вопросов всегда приятно работать со специалистами компании СПРУТ-Технология, все вопросы решаются квалифицированно и в короткие сроки Номер ГОСТ Название ГОСТ ГОСТ 3.1401-85 ЕСТД. Формы и правила оформления документов на технологические процессы литья. ГОСТ 3.1402-84 ЕСТД. Формы и правила оформления документов на технологические процессы раскроя материалов. ГОСТ 3.1403-85 ЕСТД. Формы и правила оформления документов на технологические процессы и операции ковки и штамповки. ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием. ГОСТ 3.1405-86 ЕСТД. Формы и требования к заполнению и оформлению документов на технологические процессы термической обработки. ГОСТ 3.1407-86 ЕСТД. Формы и требования к заполнению и оформлению документов на технологические процессы (операции), специализированные по методам сборки. ГОСТ 3.1408-85 ЕСТД. Формы и правила оформления документов на технологические процессы получения покрытий. ГОСТ 3.1409-86 ЕСТД. Формы и требования к заполнению и оформлению документов на технологические процессы (операции) изготовления изделий из пластмасс и резины. ГОСТ 3.1412-87 ЕСТД. Требования к оформлению документов на технологические процессы изготовления изделий методом порошковой металлургии. ГОСТ 3.1428-91 ЕСТД. Правила оформления документов на технологические процессы (операции) изготовления печатных плат. Ведомость технологических документов ГОСТ 3.1123-84 Форма 5 и 5a Ведомость удельных норм СПРУТ-ТП ВЗ Форма 1 Выполнение заказа ГОСТ3.1502-85 ТК ТП покрытий ГОСТ 3.503-90 Форма 1 и 1а Извещение СПРУТ-ТП КО Форма 1 Карта оснастки ГОСТ 3.1121-84 Форма 1 и 1а (заливки и герметики) Карта типового (группового) ТП ГОСТ 3.1121-84 Форма 1 и 1а (литья и прессования) Карта типового (группового) ТП
ГОСТ 3.1121-84 Форма 2 и 2а (горизонтальная), Ведомость ДСЕ к типовому. ГОСТ 3.1404-86 Форма 2 и 2а (с эскизом), ОК обработки резанием.Операционные карты ОК оформляются в соответствии с ГОСТ 3.1404-86 ( формы 2, 2а, 3). Операционные карты заполняются на все операции.
Ведомость материалов на изделие (ГОСТ 3.1123-84, форма 3, 3А); сводная форма 2, 2а); операционная карта для станков с ЧПУ ( ГОСТ 3.1404-86.
Формы документов в СПРУТ-ТП
ГОСТ 3.1404-86 «Единая система технологической документации. Формы и правила оформления документов на технологические процессы и операции.
Leave a Reply. AuthorWrite something about yourself. No need to be fancy, just an overview.
Archives CategoriesCreate your own free website
Start your own free websiteA surprisingly easy drag & drop site creator. Learn more.
* Размеры указаны для форм 5 и 5а.
** Размеры указаны для форм 6 и 6а.
*** Размеры указаны для форм 7 и 7а.
2.4.1. При бестекстовой записи содержания основного перехода следует указывать номер перехода и номера размеров обрабатываемых поверхностей с записью в скобках выполняемых предварительно размеров, например 1.1( Æ 30-0,24); 2(20 + -0,2); 3(1 ´ 45°).
При записи окончательных размеров, указанных на эскизе, в документе следует указывать только обозначения обрабатываемых поверхностей.
2.4.2. Бестекстовая запись для вспомогательного перехода в документах не производится при условии указания соответствующих графических обозначений опор, зажимов и установочных устройств по закреплению и снятию детали на эскизе детали, в остальных случаях следует выполнять текстовую запись вспомогательного перехода.
2.5. Информацию по вспомогательному и основному времени на переход следует размещать на уровне строки, где заканчивается описание содержания перехода для КТП и ОК соответственно в графах 38 и 39.
2.6. Примеры оформления КН/П с КЭ, ККИ, КЗ/П и ВОД на операции, выполняемые с применением станков с ЧПУ, приведены в приложении 2.
3. ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ НА ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ С ПРИМЕНЕНИЕМ УНИВЕРСАЛЬНОГО ОБОРУДОВАНИЯ С ЖЕСТКОЙ СВЯЗЬЮ КОМАНДОАППАРАТА3.1. Проектирование документов на операции следует выполнять:
- для одношпиндельных токарных автоматов и полуавтоматов - на формах 8 и 8а, 9 и 9а ОК;
- для многошпиндельных токарных автоматов и полуавтоматов - на формах 10 и 10а, 11 и 11а ОК;
- для токарных автоматов продольного точения - на формах 12 и 12а, 13 и 13а.
Выбор соответствующих форм документов осуществляет разработчик документов.
3.2. Графы форм документов следует заполнять в соответствии с табл. 2.
* Размеры указаны для форм 9 и 9а.
** Размеры указаны для форм 10 и 10а.
** Размеры указаны для форм 11 и 11а.
* 4 Размеры указаны для форм 12 и 12а.
* 5 Размеры указаны для форм 13 и 13а.
3.3. При проектировании типовых (групповых) операций следует применять:
- МК формы 2 и 1б по ГОСТ 3.1118 в качестве КТО (МК/КТО) для указания постоянной информации для всей группы обрабатываемых деталей;
- ОК, соответствующие выбранному виду оборудования, в качестве КТИ (ОК/КТИ) для указания переменной информации на деталь одного обозначения.
3.4. Пример оформления ОК с применением одношпиндельных токарных автоматов приведен в приложении 2.
4. ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ НА ПРОЦЕССЫ И ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ С ПРИМЕНЕНИЕМ СПЕЦИАЛИЗИРОВАННОГО И СПЕЦИАЛЬНОГО ОБОРУДОВАНИЯ4.1. В зависимости от применяемых методов проектирования документов и вида оборудования рекомендуется применять следующие виды документов:
- формы МК по ГОСТ 3.1118;
- формы 1 и 1а КТП;
- формы 2, 2а и 3 ОК;
- формы 14 и 14а, 15 и 15а ОК.
Выбор соответствующих видов документов устанавливает разработчик документов.
4.2. Формы 14 и 14а, 15 и 15а ОК следует применять при проектировании документов без использования средств механизации и автоматизации. Графы форм документов следует заполнять в соответствии с табл. 3.
4.3. В табл. 1- 3 размеры граф даны исходя из шага печатающих устройств 2,6 мм.
В графе «Количество знаков» указано число знаков, соответствующее ширине данной графы. Максимальное количество вносимой информации на один знак меньше.
Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа.
4.4. Примеры оформления документов приведены в приложении 3.
КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
(первый или заглавный лист)
ОПЕРАЦИОННАЯ КАРТА
(первый или заглавный лист)
ОПЕРАЦИОННАЯ КАРТА
(последующие листы)
ОПЕРАЦИОННАЯ КАРТА
(первый или заглавный лист)
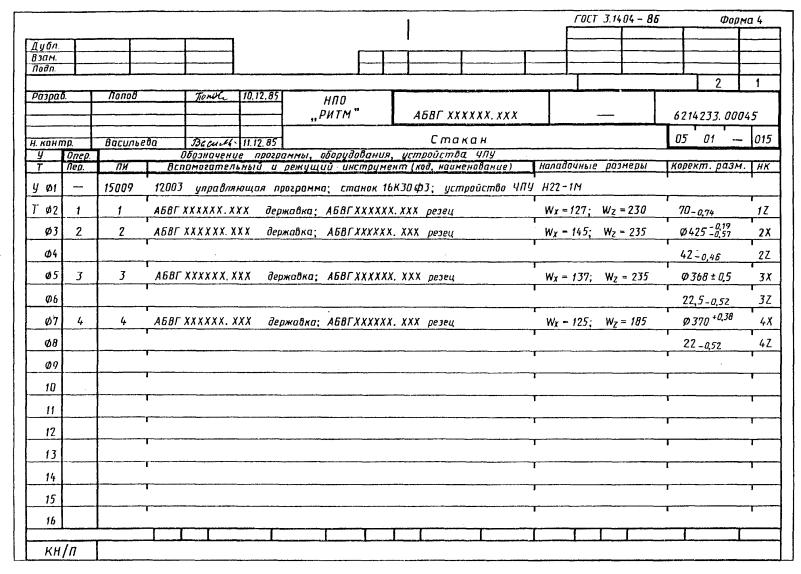
КАРТА НАЛАДКИ ИНСТРУМЕНТА
(первый или заглавный лист)
КАРТА НАЛАДКИ ИНСТРУМЕНТА
(последующие листы)
КАРТА КОДИРОВАНИЯ ИНФОРМАЦИИ
(первый или заглавный лист)
КАРТА КОДИРОВАНИЯ ИНФОРМАЦИИ
(последующие листы)
КАРТА ЗАКАЗА НА РАЗРАБОТКУ УПРАВЛЯЮЩЕЙ ПРОГРАММЫ
(первый или заглавный лист)
КАРТА ЗАКАЗА НА РАЗРАБОТКУ УПРАВЛЯЮЩЕЙ ПРОГРАММЫ
(оборотная сторона)
ВЕДОМОСТЬ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ Н A СТАНКЕ С ЧПУ
(первый или заглавный лист)
ВЕДОМОСТЬ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ НА СТАНКЕ С ЧПУ
(последующие листы)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ОДНОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ
(первый или заглавный лист)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ОДНОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ
(последующие листы)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ОДНОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ
(первый или заглавный лист)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ОДНОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ
(последующие листы)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ МНОГОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ
(первый или заглавный лист)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ МНОГОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ
(последующие листы)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ МНОГОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ
(первый или заглавный лист)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ МНОГОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ
(последующие листы)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ТОКАРНЫХ АВТОМАТОВ ПРОДОЛЬНОГО ТОЧЕНИЯ
(первый или заглавный лист)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ТОКАРНЫХ АВТОМАТОВ ПРОДОЛЬНОГО ТОЧЕНИЯ
(последующие листы)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ТОКАРНЫХ АВТОМАТОВ ПРОДОЛЬНОГО ТОЧЕНИЯ
(первый или заглавный лист)
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ТОКАРНЫХ АВТОМАТОВ ПРОДОЛЬНОГО ТОЧЕНИЯ
(последующие листы)
ОПЕРАЦИОННАЯ КАРТА ОБРАБОТКИ ДЕТАЛЕЙ С ПРИМЕНЕНИЕМ АВТОМАТИЧЕСКИХ ЛИНИЙ
(первый или заглавный лист)
ОПЕРАЦИОННАЯ КАРТА ОБРАБОТКИ ДЕТАЛЕЙ С ПРИМЕНЕНИЕМ АВТОМАТИЧЕСКИХ ЛИНИЙ
(последующие листы)
ОПЕРАЦИОННАЯ КАРТА ОБРАБОТКИ ДЕТАЛЕЙ С ПРИМЕНЕНИЕМ АВТОМАТИЧЕСКИХ ЛИНИЙ
(первый или заглавный лист)
ОПЕРАЦИОННАЯ КАРТА ОБРАБОТКИ ДЕТАЛЕЙ С ПРИМЕНЕНИЕМ АВТОМАТИЧЕСКИХ ЛИНИЙ
(последующие листы)
1. Выбор состава технологических документов на процессы и операции обработки резанием зависит от применяемых видов оборудования.
2. По назначению металлорежущее оборудование (далее - оборудование) следует разделять на три группы:
2.1. К оборудованию универсального назначения следует относить основную группу станков, обеспечивающих выполнение различных операций по обработке изделий, с гибкой переналадкой и применением ручного или числового программного управления, например токарно-винторезный станок 16К20, токарно-винторезный станок с числовым программным управлением 16К20Т и т. д.
2.2. К оборудованию специализированного назначения следует относить отдельные виды станков, применяемых в мелкосерийном и единичном производствах для обработки однотипных изделий, с гибкой переналадкой и различными видами управления, например станок для фрезерования шпангоутов, для обработки коленчатых валов и т. п.
2.3. К оборудованию специального назначения следует относить отдельные виды станков, применяемых в крупносерийном и массовом производствах, специализированных по обработке конкретных изделий, с полуавтоматическим или автоматическим управлением, например непереналаживаемый агрегатный станок, автоматическая линия.
3. Виды документов, используемых при проектировании процессов, операций, и указания по их применению приведены в таблице.
Наименование вида (условное обозначение) документа
Для разработки операций на автоматических линиях
1. Выбор и определение соответствующего состава документов на технологический процесс (операцию) определяет разработчик документов.
2. Допускается при комплектовании документов на операцию, выполняемую на станках с числовым программным управлением, применять соответствующую форму ОК и последующие листы КН/П, КЭ с указанием в них обозначения ОК и сквозной нумерации листов.
3. При проектировании типовых (групповых) технологических процессов (операций) допускается применять КТП/КТТП, ОК/КТО для указания постоянной информации для всей группы деталей, обрабатываемых по данному типовому (групповому) технологическому процессу.
- незаполнение отдельных граф;
- применение форм МК по ГОСТ 3.1118 взамен КТП и ОК или форм 1 и 1а по ГОСТ 3.1121.
Переменную информацию для каждой детали следует указывать в соответствующих формах ВТП по ГОСТ 3.1121.
Допускается применение КТП/КТИ, ОК/КТИ взамен ВТП. В этом случае КТП/КТИ и ОК/КТИ следует проектировать только на деталь одного обозначения.
Указание переменной информации в документах следует выполнять в технологической последовательности с привязкой к номеру перехода и к соответствующим служебным символам.
Дублирование информации в документах не допускается.
4. В условиях изготовления изделий на автоматических линиях оформление документов рекомендуется выполнять в соответствии со следующими рекомендациями:
- описание содержания процессов следует выполнять пооперационно в технологической последовательности с привязкой к каждой составной части (позиции) автоматической линии, включая операции перемещения, упаковывания и консервации;
- при описании процессов, выполняемых на МК или КТП, в целях исключения дублирования информации рекомендуется перед описанием операций на первых строках указывать сводную информацию на весь процесс с привязкой к служебным символам А и Б.
ПРИЛОЖЕНИЕ 2ОФОРМЛЕНИЕ КТП НА ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС, ВЫПОЛНЯЕМЫЙ НА СТАНКЕ С ЧПУ
ОФОРМЛЕНИЕ ОК НА ТЕХНОЛОГИЧЕСКУЮ ОПЕРАЦИЮ, ВЫПОЛНЯЕМУЮ НА СТАНКЕ С ЧПУ
ОФОРМЛЕНИЕ ОК С ПРИМЕНЕНИЕМ БЕСТЕКСТОВОЙ ЗАПИСИ СОДЕРЖАНИЯ ПЕРЕХОДОВ, СОВМЕСТНО С КЭ
ОФОРМЛЕНИЕ КН/П ДЛЯ СТАНКОВ С ЧПУ, СОВМЕСТНО С КЭ
ОФОРМЛЕНИЕ ККИ, ПРИМЕНЯЕМОЙ ПРИ РУЧНОМ СПОСОБЕ ЗАПОЛНЕНИЯ
РАСПЕЧАТКА ККИ, ПОЛУЧЕННАЯ С АЦПУ ЭВМ
ОФОРМЛЕНИЕ КЗ/П НА РАЗРАБОТКУ УПРАВЛЯЮЩЕЙ ПРОГРАММЫ К СТАНКАМ С ЧПУ
ОФОРМЛЕНИЕ ВОД ДЛЯ СТАНКОВ С ЧПУ
ОФОРМЛЕНИЕ ОК, РАЗРАБОТАННОЙ БЕЗ ПРИМЕНЕНИЯ СРЕДСТВ МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ, НА ОПЕРАЦИЮ ОБРАБОТКИ РЕЗАНИЕМ, С ПРИМЕНЕНИЕМ ОДНОШПИНДЕЛЬНОГО ТОКАРНОГО АВТОМАТА
РАСПЕЧАТКА ОК ОБРАБОТКИ РЕЗАНИЕМ НА ОДНОШПИНДЕЛЬНЫХ АВТОМАТАХ, ПОЛУЧЕННАЯ С АЦПУ ЭВМ (НА 128 ЗНАКОВ)
ПРИЛОЖЕНИЕ 3ОФОРМЛЕНИЕ МК НА ПРОЦЕСС, ВЫПОЛНЯЕМЫЙ С ПРИМЕНЕНИЕМ АВТОМАТИЧЕСКОЙ ЛИНИИ
(ДЛЯ ПРЕДВАРИТЕЛЬНОГО ПРОЕКТА)
ОФОРМЛЕНИЕ ОК, ВХОДЯЩЕЙ В КОМПЛЕКТ ДОКУМЕНТОВ НА ПРОЦЕСС, ВЫПОЛНЯЕМЫЙ С ПРИМЕНЕНИЕМ АВТОМАТИЧЕСКОЙ ЛИНИИ
1. РАЗРАБОТАН Государственным комитетом СССР по стандартам, Министерством станкостроительной и инструментальной промышленности, Министерством приборостроения, средств автоматизации и систем управления
ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28 марта 1986 г. № 819
3. ВЗАМЕН ГОСТ 3.1404-74, ГОСТ 3.1418-82, ГОСТ 3.1423-75, ГОСТ 3.1424-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
1. Общие требования. 1
2. Правила оформления документов на процессы и операции, выполняемые с применением универсального оборудования (кроме оборудования с жесткой связью командоаппарата) 2
3. Правила оформления документов на операции, выполняемые с применением универсального оборудования с жесткой связью командоаппарата. 6
4. Правила оформления документов на процессы и операции, выполняемые с применением специализированного и специального оборудования. 8
Приложение 1 Рекомендации по выбору документов. 25
Приложение 2 Примеры оформления документов на процессы и операции, выполняемые с применением универсального металлорежущего оборудования. 28
Приложение 3 Примеры оформления документов на процессы, выполняемые с применением металлорежущего специализированного и специального оборудования. 34
Еще документы скачать бесплатно Интересное- режущего инструмента - РИ;
- средств измерений - СИ.
Например, СИ.АБВГ.ХХХХХХ.ХХХ Пробка; АБВГ.ХХХХХХ.ХХХ Шаблон.
1.11.3. Разделение информации по каждому средству технологической оснастки следует выполнять через знак «;».
1.11.4. Количество одновременно применяемых единиц технологической оснастки следует указывать после кода (обозначения) оснастки, заключая в скобки, например АБВГ.ХХХХХХ.ХХХ (2) Фреза дисковая. Допускается количество применяемых единиц технологической оснастки не указывать.
1.12. Графические иллюстрации к операциям следует выполнять на КЭ или непосредственно в документах, предусматривающих внесение данной информации.
1.13. При автоматизированном проектировании документов следует:
- выполнять формы документов с размерами строк, учитывающими максимальное количество знаков в строках, соответствующих алфавитно-цифровым печатающим устройствам;
- формам документов присваивать обозначение форм настоящего стандарта, на основании которых они разрабатываются, с добавлением слова «САПР», например Форма 1 САПР;
- увеличивать ширину формата документов за счет граф, не обведенных утолщенной линией.
- в формах документов не указывать вертикальные разделительные линии, ограничивающие ширину формата;
- не производить разделение строк по горизонтали.
Примеры распечатки карты кодирования информации (ККИ) формы 5 САПР и операционной карты (ОК) обработки резанием на одношпиндельных автоматах формы 8 САПР приведены в приложении 2.
1.14. Рекомендации по выбору документов применительно к видам оборудования приведены в приложении 1.
2. ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ НА ПРОЦЕССЫ И ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ С ПРИМЕНЕНИЕМ УНИВЕРСАЛЬНОГО ОБОРУДОВАНИЯ
(кроме оборудования с жесткой связью командоаппарата)
2.1. При проектировании документов на процессы и операции следует применять следующие виды документов:
- карту технологического процесса (КТП) - формы 1 и 1а;
- операционную карту (ОК) - формы 2, 3 и 2а.
2.2. При использовании станков с числовым программным управлением (ЧПУ) следует применять в дополнение к указанным документам:
- карту наладки инструмента (КН/П) - формы 4 и 4а;
- карту кодирования информации (ККИ) - формы 5 и 5а.
Допускается по усмотрению разработчика применять следующие вспомогательные документы:
- карту заказа на разработку управляющей программы (КЗ/П) - формы 6 и 6а;
- ведомость обрабатываемых деталей (ВОД) - формы 7 и 7а.
2.3. Графы форм документов следует заполнять в соответствии с табл. 1.
2.4. При операционном описании содержания операции следует применять текстовую или бестекстовую запись.
Бестекстовую запись применяют при условии обязательной разработки графических иллюстраций к каждой операции с указанием условных обозначений размеров по ГОСТ 3.1129. ГОСТ 3.1130 и условных обозначений опор, зажимов и установочных устройств по ГОСТ 3.1107 .
* Размеры указаны для форм 5 и 5а.
** Размеры указаны для форм 6 и 6а.
*** Размеры указаны для форм 7 и 7а.
2.4.1. При бестекстовой записи содержания основного перехода следует указывать номер перехода и номера размеров обрабатываемых поверхностей с записью в скобках выполняемых предварительно размеров, например 1.1(?30-0,24); 2(20 + -0,2); 3(1. 45°).
При записи окончательных размеров, указанных на эскизе, в документе следует указывать только обозначения обрабатываемых поверхностей.
2.4.2. Бестекстовая запись для вспомогательного перехода в документах не производится при условии указания соответствующих графических обозначений опор, зажимов и установочных устройств по закреплению и снятию детали на эскизе детали, в остальных случаях следует выполнять текстовую запись вспомогательного перехода.
2.5. Информацию по вспомогательному и основному времени на переход следует размещать на уровне строки, где заканчивается описание содержания перехода для КТП и ОК соответственно в графах 38 и 39.
2.6. Примеры оформления КН/П с КЭ, ККИ, КЗ/П и ВОД на операции, выполняемые с применением станков с ЧПУ, приведены в приложении 2.
3. ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ НА ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ С ПРИМЕНЕНИЕМ УНИВЕРСАЛЬНОГО ОБОРУДОВАНИЯ С ЖЕСТКОЙ СВЯЗЬЮ КОМАНДОАППАРАТА
3.1. Проектирование документов на операции следует выполнять:
- для одношпиндельных токарных автоматов и полуавтоматов - на формах 8 и 8а, 9 и 9а ОК;
- для многошпиндельных токарных автоматов и полуавтоматов - на формах 10 и 10а, 11 и 11а ОК;
- для токарных автоматов продольного точения - на формах 12 и 12а, 13 и 13а.
Выбор соответствующих форм документов осуществляет разработчик документов.
3.2. Графы форм документов следует заполнять в соответствии с табл. 2.
* Размеры указаны для форм 9 и 9а.
** Размеры указаны для форм 10 и 10а.
** Размеры указаны для форм 11 и 11а.
* 4 Размеры указаны для форм 12 и 12а.
* 5 Размеры указаны для форм 13 и 13а.
3.3. При проектировании типовых (групповых) операций следует применять:
- МК формы 2 и 1б по ГОСТ 3.1118 в качестве КТО (МК/КТО) для указания постоянной информации для всей группы обрабатываемых деталей;
- ОК, соответствующие выбранному виду оборудования, в качестве КТИ (ОК/КТИ) для указания переменной информации на деталь одного обозначения.
3.4. Пример оформления ОК с применением одношпиндельных токарных автоматов приведен в приложении 2.
4. ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ НА ПРОЦЕССЫ И ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ С ПРИМЕНЕНИЕМ СПЕЦИАЛИЗИРОВАННОГО И СПЕЦИАЛЬНОГО ОБОРУДОВАНИЯ
4.1. В зависимости от применяемых методов проектирования документов и вида оборудования рекомендуется применять следующие виды документов:
- формы МК по ГОСТ 3.1118 ;
- формы 1 и 1а КТП;
- формы 2, 2а и 3 ОК;
- формы 14 и 14а, 15 и 15а ОК.
Выбор соответствующих видов документов устанавливает разработчик документов.
4.2. Формы 14 и 14а, 15 и 15а ОК следует применять при проектировании документов без использования средств механизации и автоматизации. Графы форм документов следует заполнять в соответствии с табл. 3.
4.3. В табл. 1-3 размеры граф даны исходя из шага печатающих устройств 2,6 мм.
В графе «Количество знаков» указано число знаков, соответствующее ширине данной графы. Максимальное количество вносимой информации на один знак меньше.
Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа.
4.4. Примеры оформления документов приведены в приложении 3.
КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
(первый или заглавный лист)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
(последующие листы)
 ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОПЕРАЦИОННАЯ КАРТА
(первый или заглавный лист)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОПЕРАЦИОННАЯ КАРТА
(последующие листы)
 ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОПЕРАЦИОННАЯ КАРТА
(первый или заглавный лист)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
КАРТА НАЛАДКИ ИНСТРУМЕНТА
(первый или заглавный лист)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
КАРТА НАЛАДКИ ИНСТРУМЕНТА
(последующие листы)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
КАРТА КОДИРОВАНИЯ ИНФОРМАЦИИ
(первый или заглавный лист)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
КАРТА КОДИРОВАНИЯ ИНФОРМАЦИИ
(последующие листы)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
КАРТА ЗАКАЗА НА РАЗРАБОТКУ УПРАВЛЯЮЩЕЙ ПРОГРАММЫ
(первый или заглавный лист)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
КАРТА ЗАКАЗА НА РАЗРАБОТКУ УПРАВЛЯЮЩЕЙ ПРОГРАММЫ
(оборотная сторона)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ВЕДОМОСТЬ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ НAСТАНКЕ С ЧПУ
(первый или заглавный лист)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ВЕДОМОСТЬ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ НА СТАНКЕ С ЧПУ
(последующие листы)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ОДНОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ
(первый или заглавный лист)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ОДНОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ
(последующие листы)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ОДНОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ
(первый или заглавный лист)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ОДНОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ
(последующие листы)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ МНОГОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ
(первый или заглавный лист)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ МНОГОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ
(последующие листы)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ МНОГОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ
(первый или заглавный лист)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ МНОГОШПИНДЕЛЬНЫХ ТОКАРНЫХ АВТОМАТОВ И ПОЛУАВТОМАТОВ
(последующие листы)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ТОКАРНЫХ АВТОМАТОВ ПРОДОЛЬНОГО ТОЧЕНИЯ
(первый или заглавный лист)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ТОКАРНЫХ АВТОМАТОВ ПРОДОЛЬНОГО ТОЧЕНИЯ
(последующие листы)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ТОКАРНЫХ АВТОМАТОВ ПРОДОЛЬНОГО ТОЧЕНИЯ
(первый или заглавный лист)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОПЕРАЦИОННАЯ КАРТА НА ОБРАБОТКУ РЕЗАНИЕМ С ПРИМЕНЕНИЕМ ТОКАРНЫХ АВТОМАТОВ ПРОДОЛЬНОГО ТОЧЕНИЯ
(последующие листы)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОПЕРАЦИОННАЯ КАРТА ОБРАБОТКИ ДЕТАЛЕЙ С ПРИМЕНЕНИЕМ АВТОМАТИЧЕСКИХ ЛИНИЙ
(первый или заглавный лист)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОПЕРАЦИОННАЯ КАРТА ОБРАБОТКИ ДЕТАЛЕЙ С ПРИМЕНЕНИЕМ АВТОМАТИЧЕСКИХ ЛИНИЙ
(последующие листы)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОПЕРАЦИОННАЯ КАРТА ОБРАБОТКИ ДЕТАЛЕЙ С ПРИМЕНЕНИЕМ АВТОМАТИЧЕСКИХ ЛИНИЙ
(первый или заглавный лист)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОПЕРАЦИОННАЯ КАРТА ОБРАБОТКИ ДЕТАЛЕЙ С ПРИМЕНЕНИЕМ АВТОМАТИЧЕСКИХ ЛИНИЙ
(последующие листы)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ПРИЛОЖЕНИЕ 1
Рекомендуемое
РЕКОМЕНДАЦИИ ПО ВЫБОРУ ДОКУМЕНТОВ
1. Выбор состава технологических документов на процессы и операции обработки резанием зависит от применяемых видов оборудования.
2. По назначению металлорежущее оборудование (далее - оборудование) следует разделять на три группы:
2.1. К оборудованию универсального назначения следует относить основную группу станков, обеспечивающих выполнение различных операций по обработке изделий, с гибкой переналадкой и применением ручного или числового программного управления, например токарно-винторезный станок 16К20, токарно-винторезный станок с числовым программным управлением 16К20Т и т. д.
2.2. К оборудованию специализированного назначения следует относить отдельные виды станков, применяемых в мелкосерийном и единичном производствах для обработки однотипных изделий, с гибкой переналадкой и различными видами управления, например станок для фрезерования шпангоутов, для обработки коленчатых валов и т. п.
2.3. К оборудованию специального назначения следует относить отдельные виды станков, применяемых в крупносерийном и массовом производствах, специализированных по обработке конкретных изделий, с полуавтоматическим или автоматическим управлением, например непереналаживаемый агрегатный станок, автоматическая линия.
3. Виды документов, используемых при проектировании процессов, операций, и указания по их применению приведены в таблице.
Наименование вида (условное обозначение) документа
1. Выбор и определение соответствующего состава документов на технологический процесс (операцию) определяет разработчик документов.
2. Допускается при комплектовании документов на операцию, выполняемую на станках с числовым программным управлением, применять соответствующую форму ОК и последующие листы КН/П, КЭ с указанием в них обозначения ОК и сквозной нумерации листов.
3. При проектировании типовых (групповых) технологических процессов (операций) допускается применять КТП/КТТП, ОК/КТО для указания постоянной информации для всей группы деталей, обрабатываемых по данному типовому (групповому) технологическому процессу.
- незаполнение отдельных граф;
- применение форм МК по ГОСТ 3.1118 взамен КТП и ОК или форм 1 и 1а по ГОСТ 3.1121 .
Переменную информацию для каждой детали следует указывать в соответствующих формах ВТП по ГОСТ 3.1121 .
Допускается применение КТП/КТИ, ОК/КТИ взамен ВТП. В этом случае КТП/КТИ и ОК/КТИ следует проектировать только на деталь одного обозначения.
Указание переменной информации в документах следует выполнять в технологической последовательности с привязкой к номеру перехода и к соответствующим служебным символам.
Дублирование информации в документах не допускается.
4. В условиях изготовления изделий на автоматических линиях оформление документов рекомендуется выполнять в соответствии со следующими рекомендациями:
- описание содержания процессов следует выполнять пооперационно в технологической последовательности с привязкой к каждой составной части (позиции) автоматической линии, включая операции перемещения, упаковывания и консервации;
- при описании процессов, выполняемых на МК или КТП, в целях исключения дублирования информации рекомендуется перед описанием операций на первых строках указывать сводную информацию на весь процесс с привязкой к служебным символам А и Б.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ПРИМЕРЫ ОФОРМЛЕНИЯ ДОКУМЕНТОВ НА ПРОЦЕССЫ И ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ С ПРИМЕНЕНИЕМ УНИВЕРСАЛЬНОГО МЕТАЛЛОРЕЖУЩЕГО ОБОРУДОВАНИЯ
ОФОРМЛЕНИЕ КТП НА ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС, ВЫПОЛНЯЕМЫЙ НА СТАНКЕ С ЧПУ
 ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОФОРМЛЕНИЕ ОК НА ТЕХНОЛОГИЧЕСКУЮ ОПЕРАЦИЮ, ВЫПОЛНЯЕМУЮ НА СТАНКЕ С ЧПУ
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОФОРМЛЕНИЕ ОК С ПРИМЕНЕНИЕМ БЕСТЕКСТОВОЙ ЗАПИСИ СОДЕРЖАНИЯ ПЕРЕХОДОВ, СОВМЕСТНО С КЭ
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОФОРМЛЕНИЕ КН/П ДЛЯ СТАНКОВ С ЧПУ, СОВМЕСТНО С КЭ
 ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОФОРМЛЕНИЕ ККИ, ПРИМЕНЯЕМОЙ ПРИ РУЧНОМ СПОСОБЕ ЗАПОЛНЕНИЯ
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
РАСПЕЧАТКА ККИ, ПОЛУЧЕННАЯ С АЦПУ ЭВМ
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОФОРМЛЕНИЕ КЗ/П НА РАЗРАБОТКУ УПРАВЛЯЮЩЕЙ ПРОГРАММЫ К СТАНКАМ С ЧПУ
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОФОРМЛЕНИЕ ВОД ДЛЯ СТАНКОВ С ЧПУ
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОФОРМЛЕНИЕ ОК, РАЗРАБОТАННОЙ БЕЗ ПРИМЕНЕНИЯ СРЕДСТВ МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ, НА ОПЕРАЦИЮ ОБРАБОТКИ РЕЗАНИЕМ, С ПРИМЕНЕНИЕМ ОДНОШПИНДЕЛЬНОГО ТОКАРНОГО АВТОМАТА
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
РАСПЕЧАТКА ОК ОБРАБОТКИ РЕЗАНИЕМ НА ОДНОШПИНДЕЛЬНЫХ АВТОМАТАХ, ПОЛУЧЕННАЯ С АЦПУ ЭВМ (НА 128 ЗНАКОВ)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ПРИЛОЖЕНИЕ 3
Рекомендуемое
ПРИМЕРЫ ОФОРМЛЕНИЯ ДОКУМЕНТОВ НА ПРОЦЕССЫ, ВЫПОЛНЯЕМЫЕ С ПРИМЕНЕНИЕМ МЕТАЛЛОРЕЖУЩЕГО СПЕЦИАЛИЗИРОВАННОГО И СПЕЦИАЛЬНОГО ОБОРУДОВАНИЯ
ОФОРМЛЕНИЕ МК НА ПРОЦЕСС, ВЫПОЛНЯЕМЫЙ С ПРИМЕНЕНИЕМ АВТОМАТИЧЕСКОЙ ЛИНИИ
(ДЛЯ ПРЕДВАРИТЕЛЬНОГО ПРОЕКТА)
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
ОФОРМЛЕНИЕ ОК, ВХОДЯЩЕЙ В КОМПЛЕКТ ДОКУМЕНТОВ НА ПРОЦЕСС, ВЫПОЛНЯЕМЫЙ С ПРИМЕНЕНИЕМ АВТОМАТИЧЕСКОЙ ЛИНИИ
ГОСТ 3.1404-86 ЕСТД. Формы и правила оформления документов на технологические процессы и операции обработки резанием
1.РАЗРАБОТАН Государственным комитетом СССР по стандартам, Министерством станкостроительной и инструментальной промышленности, Министерством приборостроения, средств автоматизации и систем управления
ВНЕСЕН Государственным комитетом СССР по стандартам
2.УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28 марта 1986 г. № 819
3.ВЗАМЕН ГОСТ 3.1404-74, ГОСТ 3.1418-82, ГОСТ 3.1423-75, ГОСТ 3.1424-75
4.ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
1. Общие требования. 1
2. Правила оформления документов на процессы и операции, выполняемые с применением универсального оборудования (кроме оборудования с жесткой связью командоаппарата) 2
3. Правила оформления документов на операции, выполняемые с применением универсального оборудования с жесткой связью командоаппарата. 6
4. Правила оформления документов на процессы и операции, выполняемые с применением специализированного и специального оборудования. 8
Приложение 1 Рекомендации по выбору документов. 25
Приложение 2 Примеры оформления документов на процессы и операции, выполняемые с применением универсального металлорежущего оборудования. 28
Приложение 3 Примеры оформления документов на процессы, выполняемые с применением металлорежущего специализированного и специального оборудования. 34