




 Рейтинг: 4.3/5.0 (1890 проголосовавших)
Рейтинг: 4.3/5.0 (1890 проголосовавших)Категория: Руководства
Производитель плоскошлифовального станка 3Е711В Оршанский станкостроительный завод Красный борец . основанный в 1900 году.
В 1959 году на заводе началось производство плоскошлифовальных станков высокой и особо высокой точности.
В 1967 году был выпущен плоскошлифовальный станок 3711 первый в СССР металлорежущий станок особо высокой точности.
Универсальный плоскошлифовальный станок модели 3Е711В с горизонтальным шпинделем заменил устаревший станок 3Г71.
Способы и особенности плоского шлифования
Рис. 1. Способы шлифования периферией круга:
а — врезанием, б — глубинным методом, в — с малой подачей на глубину и большой поперечной подачей, t — подача на глубину, s — продольная подача
В зависимости от поверхности круга, осуществляющей обработку, различают шлифование периферией круга и торцом круга. Рассмотрим основные способы шлифования периферией круга.
Шлифование врезанием применяется при обработке деталей, ширина которых меньше высоты или когда шлифуемая плоскость ограничена буртами. Шлифование производится без поперечной подачи. Подачу на глубину осуществляют при выходе круга за пределы детали с одной или двух сторон во время реверсирования стола (рис. 1, а). При этом способе шлифования происходит большой износ круга, что требует частых правок. Высокая точность обработки при этом не обеспечивается.
Глубинное шлифование — процесс, при котором за один ход стола при очень малой скорости продольной подачи снимается полный припуск. При этом шлифовальный круг подается сразу на всю глубину (рис. 1, б). При этом способе можно применять как попутное, так и встречное шлифование, съем стружки происходит лишь в одном направлении перемещения стола, реверс стола осуществляется при увеличенной скорости. Так как основная тяжесть съема припуска падает на абразивные зерна, расположенные около торца круга, происходит довольно значительный износ его, поэтому рекомендуется оставлять припуск 0,01—0,02 мм и снимать его с применением поперечной подачи после правки круга.
Шлифование с прерывистой поперечной подачей позволяет качественно обработать даже большие поверхности. Величина поперечной подачи зависит от высоты шлифовального круга и никогда не должна быть больше. В крайних положениях в поперечном направлении круг должен выступать за кромку детали на половину его высоты. В продольном направлении должна быть обеспечена возможность выхода круга за пределы обоих концов детали на 50—60 мм. Подача на глубину осуществляется обычно вместе с реверсированием в поперечном направлении. При этом способе шлифования особенно при обработке больших поверхностей, на последних ходах следует выбирать очень маленькую величину подачи на глубину, чтобы уменьшить неточность, создаваемую кругом вследствие его износа (рис. 1, в).
Шлифование с непрерывной поперечной подачей. Поперечная подача осуществляется непрерывно, величина ее за каждый ход стола не должна превышать половины высоты круга. По сравнению с предыдущим способом, последний обеспечивает возможность получения более высокой точности обработки.
При всех способах шлифования периферией круга дуга контакта круга с деталью значительно меньше по сравнению со шлифованием торцом круга. Следствием этого являются сравнительно небольшие усилия резания и незначительное выделение тепла, поэтому периферией круга шлифуют детали, закаленные до высокой твердости, обладающие невысокой жесткостью, с высокими требованиями к точности. Производительность обработки при шлифовании периферией круга ниже по сравнению со шлифованием торцом круга.
3Е711В станок плоскошлифовальный с горизонтальным шпинделем универсальный. Общие сведенияУниверсальный плоскошлифовальный станок высокой точности с горизонтальным шпинделем и крестовым столом предназначен для шлифования поверхностей периферией круга. В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
Станок предназначен для шлифования плоских поверхностей различных изделий, закрепленных на зеркале стола, магнитной или электромагнитной плите или в приспособлении. В пределах, допустимых кожухом, возможно шлифование пазов и фасонных поверхностей.
По специальному заказу за отдельную плату вместе со станком может быть поставлен ряд приспособлений, расширяющих технологические возможности станка.
С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей.
Станок комплектуется стандартной электромагнитной плитой.
Станок используется в единичном, мелкосерийном и серийном производстве.
Неплоскостность и непараллельность обработанных поверхностей образца размерами 120 х 240 мм не более 0,004 мм.
Класс точности станка В по ГОСТ 8—77. Шероховатость обработанной поверхности Ra 0,16 мкм.
Конструктивные особенности плоскошлифовального станка 3Е711ВНа станке возможна работа по циклу, включающему черновые и чистовые подачи, выход на размер, выхаживание. Все переключения сопровождаются световой сигнализацией. Настройка осуществляется двухпредельным датчиком.
Возможно многостаночное обслуживание.
Пыль и шлам смываются охлаждающей жидкостью, затем отделяются магнитным сепаратором, фильтром-транспортером и сбрасываются в лоток. Вместо охлаждения можно применять пылеотсасывающий агрегат. Средний уровень звука LA не должен превышать 77 дБА (корректированный уровень звуковой мощности LpA по ОСТ2 Н89-40—75 не должен превышать 93 дБА). Приставное оборудование подключается готовой электропроводкой со штепсельными разъемами.
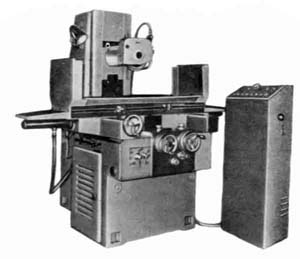
Устройство и работа станка модели 3Е711В и его основных узловНа станине в поперечном направлении по двум V-образным направляющим качения перемещается крестовый суппорт.
По направляющим крестового суппорта — плоской и V-образной в продольном направлении перемещается стол. Стол получает перемещение от гидроцилиндра, закрепленного между направляющими крестового суппорта.
Внутри крестового суппорта в его нижней части закреплены узлы: механизм поперечной подачи, механизм продольного перемещения стола, механизм продольного реверса стола, механизм поперечного реверса стола, распределительная панель, гидропанель.
С задней стороны на станине устанавливается колонна, по вертикальным направляющим качения которой перемещается шлифовальная головка.
Современные аналоги плоскошлифовального станка 3Е711В3Д711ВФ11 - 600 х 200, производитель Оршанский станкостроительный завод Красный борец
3Л741ВФ10 - 600 х 200, производитель Липецкий станкостроительный завод
Габариты рабочего пространства плоскошлифовального станка 3Е711В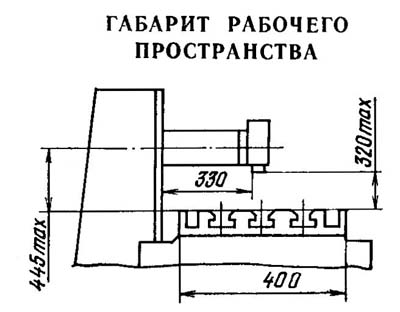
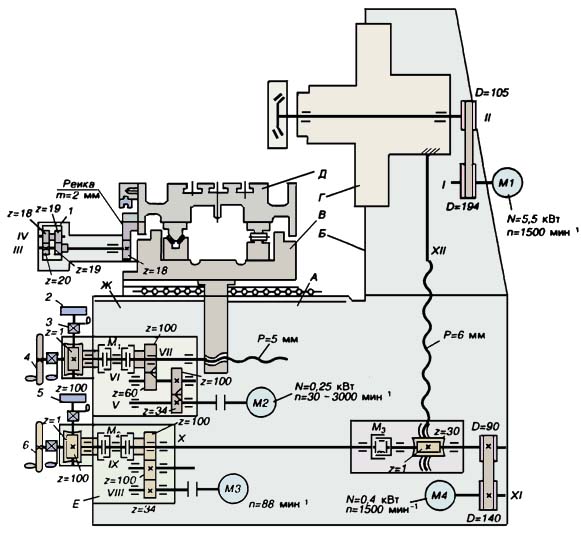
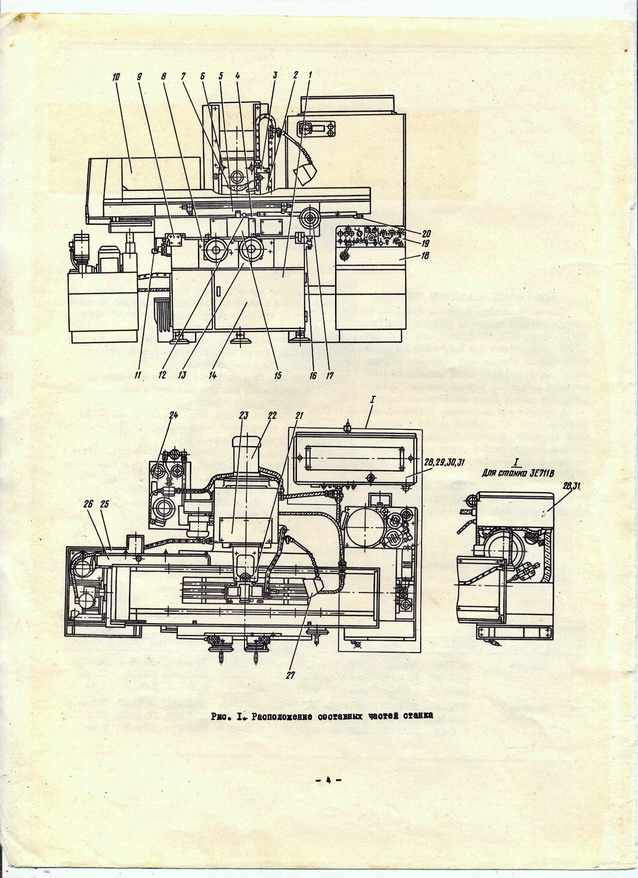
Основные механизмы и движения в станке. На станине А смонтирована колонна Б. Крестовый суппорт В перемешается по горизонтальным направляющим качения станины. Стол Д совершает продольное возвратно поступательное движение на горизонтальных направляющих качения. Шлифовальная головка Г перемещается по вертикальным направляющим колонны. В станке смонтированы механизмы вертикальной Е и поперечной Ж подачи, а также гидропривод.
Кинематика станкаГлавное движение шпиндель II и шлифовальный круг получают от электродвигателя М1 через ременную передачу.
Поперечная подача крестового суппорта осуществляется от электродвигателя постоянного тока М2 через косозубые колеса Z=34/100, Z=60/100 и ходовой винт VII. При включении муфты вправо – ( колесо Z=100) происходит автоматическая подача суппорта – непрерывная или прерывиста на каждый ход или двойной ход стола. Для обеспечения прерывистой подачи при продольном реверсе стола дается команда на включение двигателя М2 от бесконтактного путевого переключателя.
Продольная подача. Возвратно-поступательное перемещение стола можно осуществить вручную или от гидропривода. Ручную подачу осуществляют маховичком 1 со встроенным в него планетарным механизмом. Сателлиты с z=18 и 2=19 обкатываются вокруг неподвижного центрального колеса с z=19 и через колесо с z=20 вращают реечное колесо с z=18 и рейку. Продольное перемещение стола за один оборот маховичка 1 равно Snp = 11,3 мм.
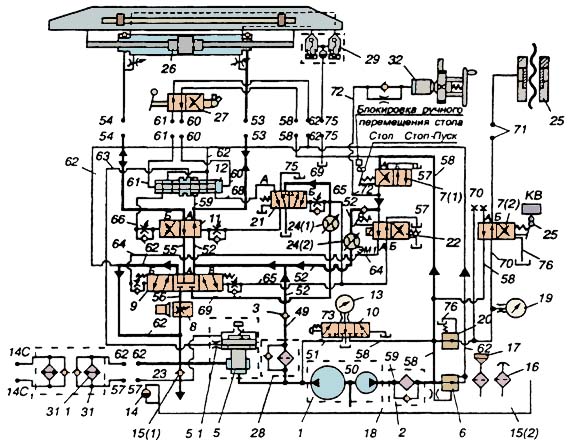
Гидравлическая система для гаммы плоскошлифовальных станков ЗЕ711В предназначена:
Гидростанция снабжена установкой для охлаждения масла.
Продольное перемещение стола производится от сдвоенного лопастного насоса 1. Пуск двигателя стола выполняется краном 7 (1), установленным в положении Б. В положении А дросселирующего гидроусилителя 22 масло от насоса 1 (малой подачи) поступает по цепи 1-59-58-7/-73-22-64 под торец дросселирующего гидрораспределителя 9, а слив из-под другого его торца происходит по цепи 65-22, и гидрораспределитель занимает положение Б. При этом масло подается в правую полость гидроцилиндра 26 от насоса большой подачи по цепи 1-51-28-49-3-52-11-53 и стол перемещается влево одновременно происходит дополнительное питание линии нагнетания большего от меньшего по цепи 58-7/1/-72-4-52-24/2/-52, что обеспечивает устойчивые малые скорости стола. Из левой полости гидроцилиндра масло сливается по цепи 54-11-55-9-56-8-62-18. Насос большой производительности создает давление управления. Это давление поддерживается постоянным за счет слива избытка масла через напорный золотник 6 и магистраль 62.
Стол движется влево до тех пор, пока кулачок реверса не установит кран реверса 27, в положение Б. При этом масло при цепи 58-27-51 поступает под левый торец распределителя 12 и он занимает правое положение, соединяя магистрали 53 и 63. Распределитель 11 займет положение Б позже, так как давление под его торец поступает после реверса распределителя 12 Поэтому в этот момент в цепи 52-11-59-12-62 будет создаваться давление, которое поднимает клапан 5 и произойдет разгрузка насоса 1. Когда распределитель 11 займет положение Б клапан 5 опуститься и масло поступит в левую полость гидроцилиндра 26 и стол перемещается вправо. Регулирование плавности реверса стола осуществляют дроссели на линии управления распределителя 11.
Распределитель 12 соединяет магистрали 54 и 63. Давление в магистрали 54 соответствует наладке дросселя 8 в скорости перемещения стола. Это давление определяет величину подъема клапана 5, и следовательно, величину давления в магистрали 52. Поэтому любому изменению давления на сливе из гидроцилиндра стола соответствует изменение давления в напорной магистрали. После окончания цикла обработки электромагнит ЭМ1 отключается и распределитель 22 занимает положение Б. Масло по цепи 1-59-58 -7(1) -72-22 поступает в магистраль 65 и распределитель 21 займет положение Б, а распределитель 9 – положение В. Тогда после переключения крана реверса 27 в положение А распределитель перемещается влево, а распределитель 77 в положение Б, и масло по цепи 1-59-2-58-7-72-4-52-24(2)-52-22-54 продолжает поступать в левую полость гидроцилиндра 26, а слив осуществляется по цепи 53-11-55-9-69-24(1)-1-69-21- 75. Стол движется с малой скоростью вправо до жесткого упора, а затем происходит торможение стола .
При остановке стола краном 7 /1/ масло сливается в бак по цепи 1-51-28-49-3-52-9-62-25-57. При положении А гидрораспределителей 9 и 11 полости гидроцилиндра 26 и магистраль 62 соединены по цепи 53-11-52-9-55-62-11-54. Распределитель 12 объединяет магистрали 54 и 53. В результате этого перепад давления на клапане 23 действует на клапан 5 и поднимает последний: мало от насоса 1 большой производительности дополнительно сливается через клапан 5. Устройство 29 служит для выпуска воздуха из гидроцилиндра 26. При соединении к гидросистеме теплообменников 31 слив масла осуществляется по цепи 62-31(1)-57-14.
Разжим и фиксация гидрогайки винта поперечного перемещения. Устранение зазора гидрогайки 25 осуществляется при установке крана 7(2) в положение А. В этом случае давление масла распространяется по цепи 58-20- 70- 7(2) и контролируется манометром 19. Фиксация суппорта выполняется подводом масла по цепи 58-7(2)-71 при положении Б крана 7(2).
Блокировка. С рукояткой крана 7(2) связан конечный выключатель блокировки поперечной подачи. Когда кран находится в положении «фиксация», включение электродвигателя поперечной подачи невозможно.
С рукояткой крана 7(1) связан конечный выключатель блокировки ручного перемещения стола. При перемещении стола посредством гидравлической системы масло по магистрали 72 поступает под торец плунжера механизма ручного перемещения 32. Последний выводит из зацепления реечное колесо и рейку стола. При включении гидравлической системы магистраль 72 соединяется со сливом, и реечное колесо входит в зацепление с рейкой под действием пружины
Схема электрическая станка плоскошлифовального 3Е711В
Подвод питающего напряжения осуществляется медным проводом сечением 4 мм?. Ввод питающих проводов производится через фланцевый угольник с резьбой трубы З/4", расположенный на правой стенке электрошкафа. Вводные провода заводятся на вводной клеммник КЛ1, расположенный на правой боковой стенке электрошкафа. После этого питающие провода заводятся на вводный автоматический выключатель В1 типа АК63-ЗМ.
На станке используются следующие-величины напряжений переменного и постоянного тока:
50Гц, 29В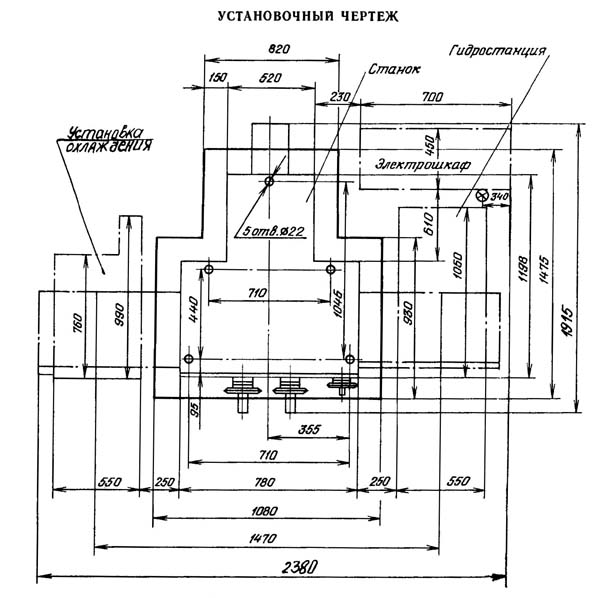





















Плоскошлифовальный станок 3Д711ВФ11 с крестовым столом и горизонтальным шпинделем предназначены для обработки в цикле или вне цикла переферией абразивного или алмазного круга плоских поверхностей из стали, чугуна и других материалов, закрепленных на зеркале стола или во вспомогательных приспособлениях. В предалах, допустимых размерами кожуха шлифовального круга, на станке возможна обточка торцом круга, а с применением приспособлений для фасонной правки абразивных кругов, механизмов деления и крепления деталей, которыми комплектуется станок по требованию заказчика, возможна обработка пазов и фасонных профилей методом многопроходного врезного шлифования.
Станок используется в единичном, мелкосерийном и серийном производствах.
Технические характеристики станка 3Д711ВФ11Технические характеристики станка 3Д711ВФ11 это основной показатель пригодности станка к выполнению определенных работ на станках. Для плоскошлифовальных станков основными характеристиками является:
Ниже приводится таблица с техническими характеристиками плоскошлифовального станка 3Д711ВФ11. Более подробно технические характеристики станка можно посмотреть в паспорте станка 3Д711ВФ11 расположенном ниже.
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Паспорт станка 3Д711ВФ11Данное руководство по эксплуатации (Паспорт станка 3Д711ВФ11 ) "Станок плоскошлифовальный 3Д711ВФ11" содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Руководство (инструкция) по эксплуатации шлифовального станка 3Д711ВФ11.
СОДЕРЖАНИЕСкачать паспорт плоскошлифовального станка3Д711ВФ11 в хорошем качестве можно по ссылке расположенной ниже.
Руководство по эксплуатации станка 3Д711ВФ11. Электрооборудование.Данное руководство по эксплуатации электрооборудования станка 3Д711ВФ11 содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта.
СОДЕРЖАНИЕСкачать руководство по эксплуатации электрооборудования плоскошлифовального станка3Д711ВФ11 в хорошем качестве можно по ссылке расположенной ниже.
Схема станка 3Д711ВФ11Эскиз одного листа схем "Схема станка 3Д711ВФ11 электрическая принципиальная " приведена на следующем рисунке:
Посмотреть и скачать бесплатно схему электрическую принципиальную станка 3Д711ВФ11 можно в "Руководстве по эксплуатации электрооборудования этого станка" по ссылке расположенной выше.
Схема кинематическая плоскошлифовального станка 3Д711ВФ11Эскиз одного листа "Кинематическая станка 3Д711ВФ11 " приведена на следующем рисунке:
Схема кинематическая плоскошлифовального станка 3Д711ВФ11 содержится в "Паспорт станка 3Д711ВФ11". Скачать ее можно по ссылке расположенной выше.
Станок 3Д711ВФ11. Материалы по запчастямДанная документация содержит различную информацию по запчастям станка 3Д711ВФ11.
Скачать руководство по эксплуатации, материалы по запчастям плоскошлифовального станка3Д711ВФ11 в хорошем качестве можно по ссылке расположенной ниже.
Посмотреть еще дополнительную информацию по "Станок 3Д711ВФ11" можно по ссылке расположенной ниже:
Станок универсально-заточной механизированный 3Д642Е. Руководство по эксплуатации.
Станки плоскошлифовальные с крестовым столом и горизонтальным шпинделем 3Д711ВФ11, исп. 25, 56, 57. 3Д711ВФ1-1 исп.25.
Полуавтомат плоскошлифовальный с крестовым столом и горизонтальным шпинделем с ЧПУ 3Е711ВФ2. Руководство по эксплуатации.
Плоскошлифовальный станок 3Д711ВФ11. Плата поперечных подач. Блок вертикальных подач.
Плоскошлифовальный станок 3Д711ВФ11. Материалы по запасным частям.
Плоскошлифовальный станок 3Д711ВФ11. Электрооборудование.
Станок универсально-заточной механизированный 3Д642Е, руководство по эксплуатации.
Станок универсально-заточной механизированный 3Д642Е, 3Д642, быстроизнашивающие детали.
Станок универсально-заточной механизированный 3Д642Е, электрооборудование.
Станок универсально-заточной механизированный 3Д642, электрооборудование.
Станок универсально-заточной механизированный 3Д642Е, гидравлика.
Часть 2: Материалы по быстроизнашивающимся деталям (3Е711ВФ1.00.0.000.0.00 РЭ)
1. Введение
2. Перечень к схеме расположения подшипников
3. Схема расположения подшипников
4. Перечень деталей и сборочных единиц
5. Перечень быстроизнашивающихся деталей:
- Гармошка (3Е711В.13.0.010.0.00) (3Е711В.13.0.010.0.00-04)
- Клин-направляющая (3Е711В.13.0.202.0.00) (3Е711В.13.0.202.0.00-04)
- Ось (3Е711ВФ1.20.0.013)
- Втулка (3Е711ВФ1.20.0.013)
- Рейка (3Е711ВФ1.21.0.201.0.00) (3Е711ВФ1.21.0.201.0.00-09)
(3Е711ВФ1.21.0.201.0.00-14)
- Гайка (3Е711ВФ1.22.1.012.0.00)
- Гайка (3Е711ВФ1.22.1.013.0.00)
- Полумуфта (3Е711ВФ1.22.0.219.0.00)
- Колесо косозубое (3Е711ВФ1.22.0.224.0.00)
- Винт (3Е711ВФ1.22.0.225.0.00)
- Винт (3Е711ВФ1.22.0.225.0.00-04)
- Винт (3Е711ВФ1.22.0.225.0.00-09)
- Винт (3Е711ВФ1.22.0.225.0.00-14)
- Червяк (3Е711ВФ1.22.0.225.0.00)
- Червяк (3Е711ВФ1.22.0.225.0.00-09)
- Колесо косозубое (3Е711ВФ1.22.0.242.0.00)
- Вал-шестерня (3Е711ВФ1.22.0.244.0.00)
- Колесо косозубое (3Е711ВФ1.22.0.245.0.00)
- Колесо косозубое (3Е711ВФ1.22.0.245.0.00-09)
- Колесо косозубое (3Е711ВФ1.22.0.246.0.00)
- Колесо зубчатое (3Е711ВФ1.25.1.211.0.00)
- Крышка-шестерня (3Е711ВФ1.25.1.212.0.00)
- Колесо зубчатое (3Е711ВФ1.25.1.213.0.00)
- Вал (3Е711ВФ1.25.1.214.0.00)
- Блок зубчатых колес (3Е711ВФ1.25.1.215.0.00)
- Винт ходовой (3Е711ВФ1.30.0.010.0.00)
- Винт ходовой (3Е711ВФ1.30.0.010.0.00-04)
- Колесо косозубое (3Е711ВФ1.32.0.203.0.00)
- Колесо храповое (3Е711ВФ1.32.0.215.0.00)
- Собачка (3Е711В.32.0.224.0.00)
- Гайка (3Е711ВФ1.36.0.011.0.00)
- Червяк (3Е711ВФ1.36.0.208.0.00)
- Червяк (3Е711ВФ1.36.0.210.0.00)
- Колесо червячное (3Е711ВФ1.36.0.401.0.00)
- Колесо червячное (3Е711ВФ1.36.0.403.0.00)
- Вставка 3 (СТП5-72)
- Вал (3Е711ВФ1.25.2.201.0.00)
- Колесо зубчатое (3Е711ВФ1.25.2.205.0.00)
- Вал – шестерня (3Е711ВФ1.25.2.215.0.00)
- Колесо зубчатое (3Е711ВФ1.25.2.210.0.00)
Часть 3: Гидрооборудование (3Е711ВФ1.00.0.000.0.00 РЭ2)
- Схема гидравлическая принципиальная
2. Назначение
3. Конструкция
- Гидростанция общий вид 3Е711ВФ1.70.0.000.0.00
- Установка насосная
- Размещение гидроаппаратуры в шкафу
- Размещение гидроаппаратуры на плате
- Кран управления
- Клапан переливной Г52-103
- Золотник управления 3Е711ВФ1.65.0.000.0.00
- Блок теплообменников 3Е711АФ1.77.0.000.0.00
- Схема подключения гидростанции
Кран реверса 3Е711ВФ1.73.0.000.0.00
4. Описание работы
Продольное возвратно- поступательное перемещение стола
Разжим и фиксация гидрогайки винта поперечного перемещения
Слив масла через блок теплообменников
Блокировки
5. Указания по монтажу и эксплуатации
6. Перечень возможных нарушений
7. Указание мер безопасности
Часть 4: Электрооборудование (3Е711В-1.00.0.000.0.00 РЭ1)
1. Характеристика электрооборудования
- Размещение электрооборудования на станке
- Схема электрическая принципиальная
- Схема электрическая принципиальная блока поперечной подачи
- Схема электрическая принципиальная блок-приставки вертикальной подачи
- Пульт управления станка
- Схема электрическая соединений электрошкафа
- Схема электрическая соединений станка
2. Система питания
3. Первоначальный пуск
4. Режим работы
5. Работа привода поперечной подачи
- Диаграммы натяжений на основных элементах схемы привода поперечных подач при работе в режиме непрерывных подач
Диаграммы натяжений на основных элементах схемы привода поперечных подач при работе в режиме прерывистых подач
6. Работа блок - приставки вертикальной подачи
- Диаграмма напряжений на основных элементах схемы блок-приставки вертикальной подачи
7. Блокировки
8. Система сигнализации и защиты
9. Указания мер безопасности
10. Указания по монтажу и эксплуатации
11. Возможные неисправности и методы их устранения
Часть 5: Схемы электрические
- Схема электрическая соединений (3Е711В-1.80.0.000.0.00Э4)
- Блок-приставка вертикальной подачи схема электрическая соединений (3Е711В-1.82.0.000.0.00Э4)
- Устройство токовой отсечки схема электрическая соединений (3Е711ВФ1.83.0.013.0.00Э4)
- Блок поперечной подачи схема электрическая соединений (3Е711ВФ1.81.1.000.0.00Э4)
- Размещениев электрошкафу схема электрическая соединений (3Е711В-1.83.0.000.1.00Э4)








 Основой линии является сварная металлоконструкция из листового и профильного проката. Участок предварительной торцовки ПМ. Распределительный конвейер состоит из шести втулочно-роликовых цепей с упорами. Шаг цепей 50,8 мм. Шаг упоров на линиях 540-280-П/Л равен 711,2 мм; скорость перемещения цепей не регулируется и составляет 0,426 м/с. На линиях 540-300-П/Л шаг упоров 812,8 мм, скорость перемещения непей (0,487 [. ]
Основой линии является сварная металлоконструкция из листового и профильного проката. Участок предварительной торцовки ПМ. Распределительный конвейер состоит из шести втулочно-роликовых цепей с упорами. Шаг цепей 50,8 мм. Шаг упоров на линиях 540-280-П/Л равен 711,2 мм; скорость перемещения цепей не регулируется и составляет 0,426 м/с. На линиях 540-300-П/Л шаг упоров 812,8 мм, скорость перемещения непей (0,487 [. ]



Ваш запрос информации на паспорт. успешно отправлен в офис нашей компании.
В ближайшее время, эта заявка будет передана первому свободному менеджеру, который обработает ее, подберет для вас лучшие варианты и вышлет полную информацию на указанный вами адрес электронной почты:
После получения ответа, вы сможете по эл.почте или по телефону, обсудить с менеджером все условия и подробности интересующие вас.
Вы получите ответ приблизительно в течении: 1-3 часов
Сейчас офис работает в вечернем - сокращенном режиме, ответ займет некоторое время.
Если вы не получите ответ более чем через 4 часа, это означает что по каким то причинам, он не доходит до вас. Сделайте заявку повторно или позвоните в наш офис.
Ожидайте пожалуйста ответа. Спасибо за вашу заявку! Задайте нам свой вопрос Предварительная заявка на паспорт станка ЗАПРОС НА ВЫСТАВЛЕНИЕ СЧЕТА Ваша заявка успешно отправлена ! РЕКВИЗИТЫ Паспорт на станок 3Е711В-1 Описание паспорта и руководства на 3Е711В-1На этой странице вы можете ознакомиться и заказать паспорт на станок 3Е711В-1 .
Руководство 3Е711В-1 является полным и проверенным специалистами.
Скачать паспорт на станок 3Е711В-1. можно в кротчайшие сроки.
Вы так же сможете получить его в печатном виде как книгу-копию.
Документация полная и содержит все страницы и разделы по содержанию.
В паспорте конечно имеется детальная схема на 3Е711В-1.
Что бы заказать эту документацию, вам необходимо сделать электронный заказ с этого сайта.
В ответе мы вышлем полную информацию и демо-версию.
Вы так же можете позвонить или написать письмо в наш офис, менеджеры ответят на все вопросы. Поставка этой техдокументации возможна в течении 10 минут.
Чтобы заказать это руководство к станку, воспользуйтесь одним из этих способов связи с нами:
Мы ответим на вашу заявку в течении часа, а по телефону вы сможете получить
информацию немедленно
Введите полученный от нас 15-ти значный подарочный код
Если у вас нет подарочного промо-кода, вы можете приобрести данный техпаспорт на общих условиях. АКЦИЯ PASPORTZ.RU C ПРОМО-КОДАМИ Как можно получить промо-код: смотрите здесь подробно
Промо-код могу получить:
? Постоянные клиенты получают коды каждый 10-й заказ.
? При единовременном заказе 6 паспортов, на 7 вы получаете промо-код.
? Код на бесплатное скачивание паспорта выдается каждому 100 клиенту сделавшему заявку с сайта.
За час на сайте: 223 посетителей
© 2016 ПаспортZ.ru ЗАО "Техническая документация"

Назначение технического устройства.
Станок плоскошлифовальный 3Е711В-1 предназначен для шлифования периферией круга плоских поверхностей различных изделий, закреплённых на зеркале стола, магнитной или электромагнитных плитах или в приспособлении. Возможно шлифование торцем круга вертикальных поверхностей. С применением специальных приспособлений для профилирования шлифовальных кругов и крепления деталей на станках возможно профильное шлифование фасонных поверхностей и пазов.
Наибольшие размеры обрабатываемого изделия, мм:
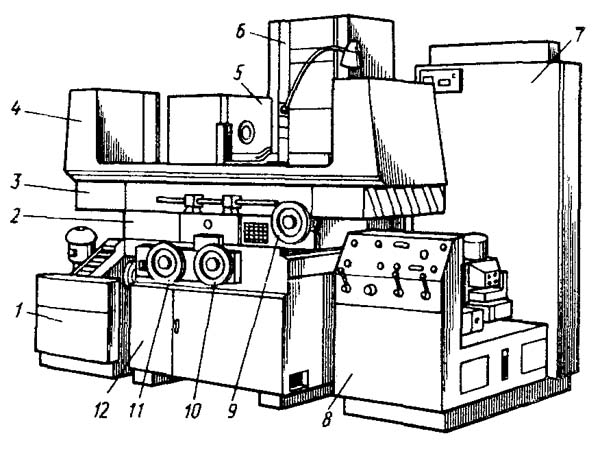
Размеры рабочей поверхности по ГОСТ 6569-75, мм – 400х200
Ширина паза по ГОСТ1574-75, мм – 14
Расстояние между пазами, мм – 80
Величина наибольшего ручного перемещения стола, мм:
Габаритные размеры станка, мм:
Масса станка, кг (без приставного оборудования) – 2440
Руководство по эксплуатации, паспорт на Станок плоскошлифовальный 3Е711В-1 скачать бесплатно в формате djvu (35 страниц):

КЛАССИФИКАЦИЯ И НУМЕРАЦИЯ ШЛИФОВАЛЬНЫХ СТАНКОВ
Группа станков с абразивным инструментом обозначена цифрой 3 (первая цифра в обозначении модели). Вторая цифра указывает тип станка: 1 – круглошлифовальные. 2 – внутришлифовальные, 3 – обдирочно – шлифовальные. 4 – специализированные шлифовальные для коленвалов. 5 – не применяется, 6 – заточные. 7 – плоскошлифовальные. 8 – доводочные и полировальные. 9 – разные станки с применением абразивного инструмента .
По точности все станки делятся на пять классов: Н – нормальной точности, П – повышенной, В – высокой, А – особо высокой точности, С – особо точные станки

СКАЧАТЬ ПАСПОРТ СТАНКА БЕСПЛАТНО:
Паспорт - это основной технический документ. содержащий данные, характеризующие станок, рекомендации по установке его и уходу за ним. В паспорте указывают основные размеры станка. скорости шпинделя и стола, величины подач, величину наибольшего допустимого крутящего момента на шпинделе и мощность. В нем содержатся сведения об основных принадлежностях и приспособлениях к станку, о приводе, гидравлических механизмах, схеме управления станком. об устранении дефектов при работе, приводятся электро- и гидросхемы, кинематическая схема. спецификация подшипников, зубчатых колес, электродвигателей, золотников, клапанов и других устройств.
Паспорт используется цеховым технологом как документ для назначения режимов обработки, подбора приспособлений, планировки размещения станка в цехе. Паспорт необходим также механику и энергетику как руководство по эксплуатации и ремонту станка; в него вносят данные о проведенных ремонтах и модернизации.
При работе станка могут возникнуть различные неисправности, которые может устранить сам рабочий или сообщить о них слесарю-ремонтнику. Указания о методах исправления дефектов приведены в паспорте.
К каждому станку, заводом-производителем, прилагается "Руководство по эксплуатации станка". "Руководство " содержит: краткое описание назначения и области применения станка; инструкцию по перемещению (перевозки), распаковке и установки станка (с чертежом фундамента); описание конструкции основных сборочных единиц (узлов) станка; инструкцию по пуску и обслуживанию станка; паспорт электрооборудования и электрическую схему станка.
Отдельной составной частью руководства является ПАСПОРТ станка. оформленный на специальных стандартных бланках. Паспорт содержит: основные данные станка (характеристику); спецификацию сборочных единиц (узлов) станка; таблицу основных параметров зубчатых колес, червяков, винтов и гаек; кинематическую схему станка ; таблицу механики главного движения (положение рукояток и соответствующие им частоты вращения шпинделя, наибольшие допускаемые крутящие моменты, мощности, кпд, указания о слабых звеньях); таблицу механизма подачи (положение рукояток и соответствующие им величины подачи), схему расположения и спецификацию подшипников. К "Руководству" прилагаются чертежи наиболее часто заменяемых деталей станка.
Ознакомление с новым станком станочник начинает с изучения паспорта станка и "Руководства по эксплуатации станка" .
Этими документами руководствуются также при ремонтах и регулировках станка, смене смазки, модернизации станка или установке на него специальных приспособлений.