






 Рейтинг: 4.5/5.0 (1905 проголосовавших)
Рейтинг: 4.5/5.0 (1905 проголосовавших)Категория: Бланки/Образцы
В качестве клеев для склеивания оргстекла используют чистые растворители, клеящие лаки и полимеризационные клеи.
Клеи-растворители широко применяют для склеивания изделий из органического стекла, винипласта, полистирола.
Органическое стекло растворяется в дихлорэтане, ледяной уксусной кислоте и других органических растворителях. На первой стадии растворения, т.е. при набухании, его поверхность становится мягкой и липкой, что способствует диффузии.
Клеящие лаки – это 2…3%-ные растворы полимера в органических растворителях.
Клеи-растворители или клеящие лаки используют в основном при изготовлении декоративных изделий и моделей, где решающее значение имеет
не прочность склейки, а простота ее выполнения. Влаго- и атмосферостойкость полученных таким образом соединений относительно невысоки и со временем снижаются.
Для склеивания изделий технического назначения применяют полимеризационные клеи, обеспечивающие чрезвычайно высокую прочность склейки, сохраняемую изделием постоянно. Полимеризационный клей состоит из полимера – 10%, мономера – 90%, инициатора (перекиси бензола). Наиболее известными полимеризационными клеями являются отечественные клеи ВК-32-70а, ВК-32-70б и зарубежные – плексигумы 8050, 8051. тензоловый цемент №3 и др.
Непременные условия прочности клеевого соединения – тщательная подготовка соединяемых поверхностей и строгое соблюдение технологического режима склеивания.
Технология склеивания деталей из оргстекла
клеями-растворителями или клеящими лаками
1. Поверхности склеиваемых деталей не подвергаемые склеиванию оклеивают пергаментной бумагой водорастворимым желатиновым или крахмальным клеем. Делается это в случае необходимости сохранения оптических свойств деталей.
2. Выполняют подгонку, зачистку и обезжиривание склеиваемых поверхностей (обезжиривание иногда можно не проводить, так как клеи-растворители одновременно выполняют и функции обезжиривания).
3. Наносят клей на обе склеиваемые поверхности. Цель этой операции – растворение обеих склеиваемых поверхностей. Клей-растворитель или клеящий лак наносят многократно и обильно в течение 8 – 10 минут. Нанесенный клей аккуратно перемешивают так, чтобы не допустить его стекания по боковым поверхностям склеиваемых образцов или деталей. На конечной стадии проводят выдержку без добавления клея, но перемешивая его для повышения вязкости раствора. Вязкость должна быть такой, чтобы за отрываемой от раствора кистью тянулись нити до 15…20 см. Полное высыхание растворителя при этом недопустимо.
4. Соединяют образцы или детали и прижимают их так, чтобы из зоны склейки полностью удалились пузырьки воздуха. После небольшой выдержки осуществляют прижатие образцов давлением 0,05…0,3 МПа (0,5…3 кгс/см 2 ).
5. Выдерживают склеенные образцы или детали в сжатом состоянии не менее 24 часов для образцов толщиной 3…4 мм и не менее 96 часов при толщине склеиваемых материалов 10 мм и более.
6. Извлекают образцы из зажимного устройства и выдерживают их не менее 24 часов в свободном состоянии.
7. Испытывают склеенные образцы на сдвиг по схеме рис. 5.4.
Все темы данного раздела:Производство пенопластов и деталей из них
Технология производства пенопластов состоит из операций приготовления композиции, введения газовой фазы в полимерную среду (чаще всего путем вспенивания), придания вспененной массе необходимой форм
Пенополиуретаны
Композиции для производства пенополиуретанов содержат изоцианаты, гидроксилсодержащие олигомеры, воду, катализаторы, эмульгаторы, а иногда еще и наполнители, красители и антипирены (вещества, снижа
Пенопласты на основе фенолоформальдегидных смол
(пенофенопласты) Для производства пенофенопластов используют фенолоформальдегидные смолы резольного (термореактивные) и новолачного (термопластичные) типа, реже фенолоамин
Пенопласты на основе эпоксидных смол
(пеноэпоксиды) Пеноэпоксиды – газонаполненные материалы на основе эпоксидных смол. Чаще всего это жесткие материалы с замкнутой структурой ячеек. Основой композиции при по
Порядок выполнения работы
1. Получить пенополистирол с различной кажущейся плотностью вспениванием гранул, содержащих низкокипящую жидкость. 1.1. Провести предварительное вспенивание гранул. Изменяя продолжительнос
Протокол экспериментов
Таблица 1.1 Марка исходного материала Время предварительного вспенивания tпред. всп, мин Насыпная плотность
Непрерывные волокна
Наиболее часто для производства деталей, узлов и агрегатов на основе полимерных матриц применяют стеклянные, органические, углеродные, борные волокна, а также тканые и нетканые материалы на их осно
Стеклянные волокна
При сравнительно малой плотности ((2,4…2,6)∙103 кг/м3) стеклянные волокна имеют высокую прочность, низкую теплопроводность, стойкость к химическому и биологическому возд
Органические волокна
Чаще всего для производства изделий АКТ используют волокна на основе ароматических полиамидов (арамидные волокна). Применяют также полиамидные (например капрон, найлон и др.) и полиимидные волокна.
Углеродные волокна
Углеродные волокна относятся к классу наиболее перспективных армирующих материалов, так как обладают рядом ценных и даже уникальных свойств. Они имеют низкую плотность (1,43…1,83 г/см3),
Борные волокна
Волокна бора являются одним из перспективных армирующих материалов композитов с полимерной и металлической матрицами. Волокна бора имеют довольно низкую плотность (2,55…2,65 г/см3), высо
Металлические волокна и проволоки
Металлические волокна или проволоки наиболее экономичны и часто являются очень эффективными армирующими материалами. Для композиционных материалов, работающих при низких и умеренных температурах, и
Волокна с металлическими и керамическими покрытиями
Нанесение на неметаллические и металлические волокна очень тонких металлических покрытий может существенно улучшить свойства волокна и КМ на их основе. Покрытия при этом могут выполнять сл
Коротковолокнистая арматура
В качестве коротковолокнистой арматуры можно использовать измельченные минеральные волокна, например волокна асбеста. Но наиболее перспективными являются нитевидные монокристаллы или усы.
Входной контроль армирующих материалов
Целью входного контроля является не только отбраковка некондиционных материалов, но и установление конкретных значений параметров в пределах допуска для последующей корректировки те
Методика проведения входного контроля
Проверке качества армирующих материалов по порокам внешнего вида, соответствия геометрическим размерам и требованиям нормативно-технической документации подвергают 5% объема контролируемых материал
Протокол экспериментов
Таблица 2.14 Результаты контроля и испытания нитей (ровингов) № п/п Вид армирующего материала (нитей) Диаме
Полимерные связующие на основе полиэфирных смол
Большую часть полиэфирных смол используют в качестве матричных материалов при производстве деталей, узлов и агрегатов из стеклопластиков в авиационно-космической технике, кораблестроении, автомобил
Полимерные связующие на основе эпоксидных смол
Эпоксидные смолы и многокомпонентные связующие на их основе широко применяются в качестве матричных материалов при производстве деталей, узлов и агрегатов АКТ из ПКМ. Это объясняется их высокой адг
Состав и свойства отвержденных полимерных связующих
на основе эпоксидных смол Марка связующего Смола или состав связующего и вид отвердителя Прочность, МПа Уда
Полимерные связующие на основе фенолоформальдегидных смол
Фенолоформальдегидные смолы применяют в качестве связующего благодаря хорошо налаженному и относительно простому их производству, низкой себестоимости и сочетанию таких ценных свойств в отвержденно
Связующие на основе кремнийорганических смол
Кремнийорганические смолы (полиорганосилоксаны) отличаются от других смол высокой теплостойкостью и возможностью работать в широком интервале температур (173…623 К). Кроме этого они проявляют высок
Матричные материалы на основе термопластичных смол
Для изготовления деталей конструкционного, радио- и электротехнического назначения довольно широко применяются термопластичные смолы; полиэтилены, полипропилены, фторопласты, полиэтилентерефталаты,
Состав 50%-ного раствора связующего
Наименование компонентов Марка связующего 5-211-Б, мас.ч. 5-211БН, мас.ч. ЭНФ
Приготовление связующих
Перед употреблением все компоненты связующего должны пройти входной контроль на соответствие паспортным данным. Связующие готовят партиями. За партию принимают количество связующего, изгот
Связующего
Контроль связующего проводят для каждой партии по окончании приготовления, а также после хранения ранее приготовленного связующего перед пропиткой армирующего материала. Основными технологическими
Плотность и концентрация 50%-ного раствора связующего
Марка связующего Плотность связующего при температуре 20°С, г/см3 Концентрация связующего при температуре 20°С, %
Массы капли
Прибор состоит из штатива 1, на котором с помощью держателя 2 закреплена изогнутая стеклянная трубка 3, свободная для проникновения раствора с одной стороны и имеющая резиновую груш
Порядок выполнения работы
1. Изучить и законспектировать содержание работы. 2. Определить необходимое количество связующего и его компонентов (табл. 3.4, 3.5 и формулы (3.2), (3.3) для пропитки зада
Особенности производства деталей, узлов и агрегатов из КМ
Важнейшее преимущество композиционных материалов – возможность создания из них деталей, узлов и элементов конструкций с заранее заданными свойствами, наиболее полно отражающими характер и условия р
С металлическим покрытием
(диаметр усов - 0,025 мм, Vв = 0,45) Требования к матричным материалам: - высокая адгезия к армирующим материалам; - химическая стойкост
Определение прочности однонаправленных КМ
с непрерывными волокнами в направлении армирования Исходными данными для расчета являются (рис. 4.3): 1) диаграмма истинных напряжений s = f(e) волокна (1); 2) диа
Порядок выполнения работы
1. Ознакомиться с целью и содержанием лабораторной работы. 2. Получить задание для расчета двух видов однонаправленных КМ (см. приложение). 3. Выписать название, марку и основные
Теории адгезии
Под адгезией принято понимать сцепление, возникающее между двумя приведенными в соприкосновение разнородными материалами. В случае клеевых соединений адгезия – это сцепление между к
Выбор клея и его компонентов
При выборе клея учитывают прежде всего химическую природу склеиваемых материалов, а также условия работы клеевого соединения, конструктивные особенности изделия и требования к технологическим свойс
Влияние наполнителей на свойства клеев и клеевых соединений
Различные наполнители органической и минеральной природы оказывают существенное влияние на процесс формирования адгезионного контакта и свойства клеевого соединения. Введение наполнителей снижает о
Общие этапы технологии склеивания деталей
1. Подготовка склеиваемых поверхностей – заключается в подгонке, зачистке и обезжировании склеиваемых поверхностей. Иногда требуется специальная обработка поверхностей перед склеиванием.
Клеи на основе немодифицированных фенолоформальдегидных смол
В зависимости от соотношения исходных продуктов (фенола и формальдегида, применяемых инициаторов или катализаторов (щелочных или кислых) и режима изготовления фенолоформальдегидные смолы подразделя
Модифицированных поливинилацеталями
К этой группе относятся клеи типа БФ. Наиболее широко известны клеи марок БФ-2, БФ-4, представляющие собой спиртовые растворы термореактивной фенолоформальдегидной смолы, совмещенной
Клеи на основе фенолоформальдегидных смол, модифицированных термопластами и эластомерами
Для модификации фенолоформальдегидных смол в целях создания термостойких клеев, пригодных для склеивания металлов в силовых конструкциях, используют различные термопласты и эластомеры (син
Теплостойкие и высокотеплостойкие клеи
Клей ВК-8 - фенолокремнийорганическая композиция, модифицированная синтетическим каучуком. Композиция содержит неорганический наполнитель. Прочность - до 250 кгс/см2 при
Клеи на основе эпоксидных смол
Эпоксидные клеи состоят из эпоксидной смолы, отвердителя и пластификатора. Пластификатор, как правило, вводится в состав смолы и тогда клей двухкомпонентный. В зависимости от применяемых отвердител
Результаты испытаний склеенных образцов на сдвиг
№ п/п Склеиваемые материалы Разруша-ющая нагрузка Р×30×10*, Н Длина клеевого соедин
Библиографический список
1. Конструкционное материаловедение/ Борисевич В.К. Виноградский А.Ф. Карпов Я.С. Самойлов В.Я. Семишов Н.И. В 2 кн. - Х. Нац. аэрокосм. ун-т им. Н.Е. Жуковского «ХАИ», 2002. – Кн.2. – Немета



















Текст: Д. Карабанов © (источник - http://www.flight-models.com), дополнения: X-LIGHT, Messadot
Фотографии и иллюстрации: flight-models.com, j-body.org, X-LIGHT, Zestline, VAZ.EE
Примечание: Данная статья Д. Карабанова представляет собой обзор способов изготовления мелких деталей из АБС пластмасс применительно к авиамоделированию, но может рассматриваться как руководство для изготовления мелких деталей автомото тюнинга.
Вопросы по данному материалу можно обсудить на форуме.
Подавляющее большинство тонкостенных деталей для самодельных авиамоделей изготавливается методом формовки из стеклоткани, либо вытяжкой из листовых термопластичных пластмасс. В последнее время спектр доступных материалов для работы над капотами, обтекателями колес и подобными деталями изменился и намного расширился. Одновременно с появлением полистирола и АВС-пластика многие из ранее популярных технологий стали отходить на второй план. Так, круг применения композиционных материалов ограничился лишь высоконагруженными деталями (фюзеляжи кроссовых планеров и больших моделей самолетов, корпуса вертолетов). В серийно выпускаемых наборах вся формованная листовая "мелочевка" стала пластмассовой.
Из современных распространенных термопластов наиболее прочен ABC-пластик, который сейчас несложно купить и в некоторых модельных магазинах. У него есть одно важное преимущество, - он не растворяется ацетоном. Но купить этот пластик даже в Москве - дело непростое. Легче достать листовой полистирол толщиной 1-1,5 мм. Он, хотя и не так прочен, как АВС-пластик, в большинстве случаев удовлетворяет всем требованиям моделистов. Сразу отметим, что имеющийся в продаже листовой полистирол обладает гораздо большей вязкостью и пониженной хрупкостью по сравнению с привычными бытовыми полистиролами, а также что он великолепно клеится циакринами. Предлагаю немного отвлечься. Играть в игровые автоматы бесплатно!
Обычно применяется полистирол белого цвета. Для копий лучше поискать серебристый. Окрашенные детали из пластика такого цвета принимают очень реалистичный вид по мере износа покрытия. Для изготовления прозрачных деталей все же лучше всего подходит оргстекло толщиной 1-1,5 мм. Но здесь можно вспомнить и о прозрачном полистироле, хотя его светопроницаемость несколько хуже.
На фабриках и в более-менее оборудованных мастерских для вытяжки пластмасс чаще всего используется вакуумный метод. В нынешние времена все вакуумные насосы, которые можно было приватизировать уже приватизировали, а то, что можно купить, стоит дорого. Поэтому рассмотрим самую что ни на есть "домашнюю" технологию.
1. Пуансон (болванка).
3. Фанерная рамка.
В качестве оснастки, в первую очередь, необходима болванка (пуансон). Изготавливают ее из липы, бальзы или плотного пенопласта. Бальзовую болванку необходимо загрунтовать для упрочнения поверхности. Подходящий грунтовочный состав можно приготовить, добавив в нитролак тальк (или детскую присыпку, которую покупают в аптеке). При увеличении содержания талька получается шпаклевка, с помощью которой легко исправить дефекты поверхности. Если используется плотный пенопласт, необходимо покрыть болванку паркетным лаком или эпоксидной смолой, разведенной ацетоном.
Рабочие поверхности болванки следует натереть стеарином (свечкой) или полиролью, подождать около часа и слегка растереть шерстяной тканью. При этом штампуемая пластмасса будет легче скользить по поверхности пуансона и одновременно уменьшится местное утончение материала.
Существует несколько способов вытяжки, каждый из которых требует своей дополнительной оснастки.
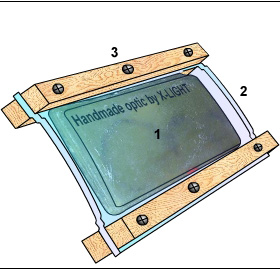
Первый способ. Применяется для неглубокой вытяжки небольших деталей. (Здесь и далее предполагается, что изделия имеют только положительную кривизну по всей поверхности). Лист термопластика с двух противоположных краев обжимается полосками фанеры толщиной 4-10 мм с применением винтов. Двумя плоскогубцами лист удерживается над электрической плиткой, разогревается до пластичного состояния, а затем им вручную обтягивается вся болванка или ее часть. Вместо плоскогубцев можно использовать струбцины, или же в фанерных окантовках сделать специальные ручки, что позволит приложить большее усилие.
4. Плоская очко-матрица
Желательно, чтобы при работе температура воздуха в помещении была не ниже 20 С, - при более низкой температуре пластмасса быстро остывает и теряет пластичность. Если после соприкосновения с болванкой материал успевает затвердеть еще до окончания процесса вытяжки, пуансон можно подогреть в духовке до 50-60 С (это не относится к пенопластовым болванкам).
К недостаткам метода относится то, что при нагреве лист сужается посередине, а его края подворачиваются. Это вынуждает выкраивать заготовку с большими припусками.
Второй способ. Из фанеры толщиной 4-10 мм изготавливают рамку с таким расчетом, чтобы через нее проходил пуансон с зазором на сторону, равным 1,2-1,5 толщины пластика. Рабочие кромки рамки должны быть закруглены и тщательно зашлифованы. К рамке прибивают бруски, которые будут служить ее основанием. Ширину заготовки из пластмассы берут в три раза больше размера отверстия в матрице. Пластик нагревают до полного размягчения (при этом он иногда сильно усаживается), накладывают на рамку, и руками или струбциной пуансон продавливают в отверстие матрицы. Не отпуская пуансон, пластмассе дают остыть, после чего снимают с болванки готовую деталь. Общее достоинство данного способа - минимальное утончение материала.
Иногда на изделии образуются складки. Это зависит от формы детали, а может быть вызвано и чрезмерным зазором между матрицей и пуансоном, или недостаточным нагревом пластмассы.
4. Фанерная рамка (очко-матрица).
Третий способ. В данном случае изготавливаются две идентичные рамки-матрицы. Штампуемый материал зажимается между ними, как при первом способе. Если нагрев матриц с пластиком будет проводиться в духовке, то рамки могут быть абсолютно одинаковыми. Температуру следует подбирать опытным путем, начиная с 70С.
Иногда, особенно при небольших размерах детали удобнее нагревать пластик над электрической плиткой. Это позволит наблюдать за изменением состояния материала. В таком случае одна из рамок (калибрующая) должна иметь зазор 1,2-1,5 толщины материала по контуру болванки, а вторая - около 7 мм (матрицу нужно держать над плиткой вниз рамкой с большим зазором). Когда пластик начнет провисать, он готов к вытяжке. Сильное испарение материала с поверхности - признак перегрева. При установке пуансона на столе обязательно используются упоры, предотвращающие излишнюю глубину вытяжки (иначе деталь может получиться слишком утонченной). Для снижения утончения пластмассы затяжку болтов, стягивающих рамки, можно уменьшить, чтобы материал мог выдвигаться в зону вытяжки.
Четвертый способ. Применяется в том случае, когда изделие имеет выступающие элементы или углубления (например, оребрение на капоте). Опять же необходимо изготовить матрицу. Ее внутренние размеры должны быть больше габаритов болван-пуансона на толщину материала. Добиться этого обработкой по шаблонам непросто, поэтому можно прибегнуть к небольшой хитрости. Болванку следует покрыть разделительным слоем (мастика для пола, полироль, стеарин), и затем растереть до блеска. С помощью кисти или распылителя нанести на нее несколько слоев разбавленного эпоксидного клея. Количество слоев надо заранее определить на опытном образце какого-либо материала, чтобы их суммарная толщина была равна толщине пластика после вытяжки (примерно половина ее исходного значения). После отверждения клея поверхность покрывают еще одним разделительным слоем, и оклеивают сначала тонкой, а затем толстой стеклотканью, образуя жесткую корку. Затем полученную матрицу снимают и от болванки отделяют "эквидистантное" покрытие из эпоксидной смолы.
Перед формованием пластика такую оснастку нужно подогреть до 50-60С (но не более). Лист пластика размягчают над электроплиткой и закладывают между матрицей и пуансоном, сдавливая их струбциной или руками. Этот способ по своим возможностям приближается к вакуумной вытяжке. Если деталь имеет форму тела вращения, оснастку можно выточить из алюминиевого сплава на токарном станке.
1) В задаче ТС, детали из дюрали или латуни не прокатят, они специально сделаны из такого материала, что бы не требовали смазки, и что бы не попортили при усилии, что то более существенное.
Это уже пройденный этап лично мной, если ставить в бытовые электромясорубки вместо пластмассовых шестерен, латунные, то люди махом убивают двигатель в мясорубке, потому что насилуют мясорубку крупными кусками мяса или овощей без разрезки их на части.
Это типа как "защита от дурака", кроме того, что детали из капрона или нейлона не требуют смазки.
2) Сейчас появились такие 3D принтеры, которые могут работать с нейлоном и капроном, то есть качество изготовления не отличается по качеству от оригинала. Другое дело, что обычно все упирается в 3D cканер. причем высокой точности.
3) Я уже 2 года слежу за этой темой, может что - то я упустил, но примерно дело обстоит так, если есть готовый файл для того, что бы что то изготовить с высокой точностью, что на 3D принтере, что на 3D фрезере, надо иметь не скан с образца, а 3D чертеж или типа того, переведенный потом в компьютерный файл. Грубо говоря, все изготовители, что на 3D принтере или на 3D фрезере спрашивают есть готовый файл или нет.
Что было понятнее, принес клиент мне в платный ремонт домашний кинотеатр, очень дорогой, в нем в DVD приводе сломалась маленькая шестеренка из капрона или нейлона, точнее не сломалась, а лопнула с одной стороны, диаметр этой шестеренки 8 мм примерно, но из за этой шестеренки DVD привод не принимает (не заглатывает диски вообще).
А поставщик отдельно эту шестеренку не поставляет, а только привод в сборе, который стоит 5000р.
Показал лопнувшую шестеренку 3D принтерщикам, они сразу спросили есть готовый файл, или нет. Если нет, то у большинства нет 3D сканера, а если есть то уже дорого, или даже если не дорого не берутся сделать скан с сломанной шестеренки, что бы потом готовое изделие устроило меня.
А так все образцы, которые мне приносили 3D принтерщики из нейлона меня устроило, но образцы они делали из готовых компьютерных файлов.
Я то в данном случае конечно как обычно выкрутился, так как шестеренка лопнула не попоплам, а только с одной стороны, сшил ее тонкой нихромовой проволокой, и потом посадил на эпоксидный клей, и у клиента до сих пор уже работает 1 год. И думаю что и 10 лет проработает, в смысле сшитая шестеренка.
А так тема интересная.
Сейчас на работе лежат 2 аппарата. со сломанными по 1 штуке шестеренками из нейлона, но только конкретно сломаны по пополам, и все упирается только в них. оригинальные когда то стоили 50 руб, китайские 15 руб, сейчас они сняты с производства (и оригиналы и китайские клоны) и остатки оригиналов нашел только в США, стоимостью 20 долларов без доставки. в Россию.
Грубо говоря 20 долларов без доставки + доставка пусть 300р, итого пусть 1500р за 1 шестеренку, а клиенты все равно готовы заплатить 3000р за их замену. и ждать готовы 1 год.
Но если учесть, что я сначала в этих аппаратах сделал устранение других дефектов, то разница меня между 3000 и 1500р, то есть 1500р вообще не интересует, сейчас ищу не спешно, кто мне их сделает примерно по 100-200р за 1 шт. Грубо говоря, хочу получить за работу почти 3000р. раз столько времени потратил на эти аппараты.
Тема очень интересная, потому что, народ стал доставать из кладовок древние аппараты, которые стоили когда - то очень дорого, и все упирается в мелкие подобные механические детали. в основном из пластмассы.
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
В. В. Мильков, И. А. Канаев, А. И. Поздеев, М. Ф. Носов.
М. П. Калинин, П. М. Минин и Х. Б. Генов
СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ОРГСТЕКЛА
Заявлено 26 декабря 1955 r. за .% 13939/455535
Предметом изобретения является способ изготовления деталей из оргстекла путем двухосного растякения.
Двухосное растяжение является неотъемлемым процессом всех c) 1цествующих способов изготовления пространственных деталей остекле иия самолетов.
Описываемый ниже способ отличается от известных тем, что из орг"текла изготовляют цилиндр, который сначала подвергают продольному растяжению и уже потом двухосному. При обеспечении необходимой величины двухосной вытяжки способ способствует повышению
;-.опротивл ения стекла поверхностному растрескиванию.
На фиг. 1 показана схема полугения цил,!ядра; иа фиг. 2 — схсм 11 ус т а и о В к и 11 и, 1 и и. р а в l o )1з \1, дл я его продо 1ьиого растяже! lity; 1!а фиг. 3 — салема двухосн: го расижеии>. и1. ;индра.
Из плоской заготовки оргстекла изготовля;от цилиндр 1 (фиг. 1), которьш закрепляют между шайбами 2 и кольцами 3 с помощьюирижимов4 и болтов с гайками 5. Каналы 6 предназначены для охлаждения. Цилиндр помещают в разъемную форму 7 (фиг. 2) и с помощью захватов 8 подвергают его растяженио (положение цилиндра до растяжения показано на фиг. 2 пунктиром).
Перед растяжением цилиндр нагревают теплым воздухом, поступаюtllHM через штуцер 9 и выходящим через штуцер 10.
По окончании одноосного растяжения приступают к двухосному.
С этой целью, не снимая растягивающего усилия, подают через штуцер 9 подогретый воздух под давлением. Поступая в цилиндр, воздух прижимает его к стенкам формы 7.
Пос.де остывания деталь освобождается из формы и подается на обрезкуу.
Способ изготовления деталей из оргстекла путем двухосного растяжения, отличающийся тем, что, с целью получения необходимой величины двухосной вытяжки, повышающей сопротивляемость поверхностному растрескиванию, из листовой заготовки изготавливают цилиндр, который сначала подвергают продольному растяжениюосевыми силами, а затем двухосному избыточным давлением сжатого воздуха, подаваемого во внутреннюю полость цилиндра. № 108872
Отв. редактор Л. Г. Голандский
Стандартгиз. Поди, к псч. 28/Х l957 г. Объем 0,25 и. л. Тираж 300. Цена 50 коп
Типография Комитета по делам изобретений и открытий i:рп Совете Министров СССР
Москва, Неглинная, д. 23. Зак. 2716




Изделия из оргстекла
Компания СБИМ Принт занимается производством и продажей изделий из оргстекла, необходимых для организаций. Под изделиями из оргстекла подразумевают:
Визитницы - необходимый атрибут в любой организации, Вашим клиентам будет удобно взять Вашу визитку и узнать о Вашей деятельности. Визитницы располагают в местах продаж. Тейбл - тенты позволяют оповещать Ваших клиентов о проводимых акциях и специальных предложениях. Информацию в тейбл-тентах удобно заменить в любой момент. На подставках для товаров удобно располагать товар, представляя его в выгодном свете. Лототроны бывают необходимы для проводимых розыгрышей. Изделия из оргстекла необходимы в любом виде бизнеса. Позвоните нам и наши специалисты проконсультируют Вас по любым возникающим вопросам.

Визитница настольная 150 рублей


Визитница настенная 150 рублей

Тейбл тент А5 односторонний 200 рублей
Тейбл тент А4 односторонний 280 рублей

Тейбл тент А5 двусторонний 280 рублей
Тейбл тент А4 двусторонний 380 рублей

Кармашек А5 300 рублей
Кармашек А4 400 рублей
Полимерное стекло или оргстекло – материал, обладающий уникальными характеристиками и благодаря этому имеющий широкую область применения. Его эксплуатационные свойства активно используются в производстве объектов наружной, интерьерной рекламы и POS-материалов. Изделия из него можно увидеть в офисах, магазинах и торговых центрах в качестве полок или подставок под продукцию.
Изготовление изделий из оргстекла на заказПотребитель отдает предпочтение оргстеклу за его пластичность, прочность и долгий срок службы. По сравнению с обычным стеклом, полимерное стекло плотнее в 2,5 раза, показатель сопротивляемости механическим повреждениям в 5 раз выше, а прозрачность такая же – 92%. Изделия из оргстекла удобны в применении и очень прочны и не требуют применения особых мер по их защите.
Кроме того, такое стекло не разбивается при ударе, хорошо противостоит агрессивным воздействиям: перепадам температур, химическим реагентам, ярким солнечным лучам, атмосфере с повышенной влажностью. Материал обладает сопротивляемостью к горению и даже при сильном нагревании не выделяет токсических веществ.
При этом, оргстекло прекрасно поддается обработке и раскрою на специальном оборудовании без дополнительных затрат.
Специалисты нашей компании имеют большой опыт работы с этим материалом и могут изготовить на заказ объемные и плоские формы из полимерного стекла. Для производства изделий из оргстекла у нас имеется специальная печь для нагрева материала и выдувания полусфер. С ее помощью мы изготавливаем криволинейные и сферические элементы, производим отжиг и снятие внутренних напряжений после склейки деталей.
Наши расценкиНемаловажным преимуществом этого материала является его доступная цена, что всегда важно для производителей и заказчиков.
Итоговую стоимость на изделие можно уточнить у наших специалистов.
На нашем сайте можно посмотреть образцы изделий из оргстекла, выполненные нашими матерами. Это – изящные, стильные и современные предметы, которые украсят любой интерьер.
Гибка и склейка оргстеклаООО "Брафи" изготовит детали из электроизоляционных материалов по чертежам заказчика.
Изготовим детали из слоистых пластиков. текстолит,гетинакс,стеклотекстолит,дюростон.
Из конструкционных пластмасс: капролон (полиамид ПА-6), фторопласт, оргстекло.
Детали изготавливаются на портально-фрейзерных станках с ЧПУ.Раскрой листовых пластиков.
3D обработка, токарная обработка, сверловка.
На оптовые заказы предоставляется скидка.
НАИМЕНОВАНИЕ ТИПОВ ИЗГОТАВЛИВАЕМОЙ ПРОДУКЦИИ
Панель, пластина, прокладка, шайба, упор, перегородка. тяга, крышка, ролик, втулка, подшипник скольжения.
Детали для электрических машин, электроаппаратуры и приборов: панель, пластина, прокладка, клин, кольцо, труба, фланец, кронштейн, полукольцо, шайба, рамка, корпус, сегмент, распорка,упор,тяга, направляющая,плита, стойка, крышка, винт, гайка, шпилька, шестерня, стенка, плата и пр.
Детали для металлургических предприятий: вкладыш, полукольцо, изолирующая плита, подшипник для прокатных станов, бурт
Детали для РЖД: камера дугогасительная
Расценки на фрезерную обработку
Присылайте Ваши чертежи в форматах DWG, DXF, ART. STL
Детали из текстолита, детали из стеклотекстолита, детали из фторопласта,детали из капролона, детали из дюростона, детали из оргстекла, фрезеровка текстолита,фрезеровка стеклотекстолита, фрезеровка композита, резка пластиков, раскрой листовых пластиков, кассеты из композита, корпуса для коптеров из стеклотекстолита, 3d обработка древесины, 3d обработка пластиков.

Уважаемые Господа! Обновлен ПРАЙС ЛИСТ на поставляемую продукцию.С июля 2016 года снижены цены на все поставляемые материалы! Ждем Ваших заказов!
05 Января 2016 г.
Уважаемые Господа!Прошу обратить внимание на изменения в пропускной системе въезда на склад ООО "Брафи"!Убедительная просьба заранее сообщать о приезде транспорта на загрузку.
25 Августа 2015 г.
Уважаемые Господа! Рады сообщить Вам о вводе в эксплуатацию нового оборудования по обработке электроизоляционных пластиков.
Уважаемые Господа!Мы ждем Ваших заказов на фрезерную обработку слоистых пластиков.Присылайте Ваши чертежи. Наши специалисты в самые кратчайшие сроки обработают Ваш заказ и выполнят качественную обработку любых материалов:стеклотекстолит, текстолит, гетинакс, фторопласт,капролон (полиами ПА-6), полиуретан, алюминий.
05 Ноября 2014 г.
Уважаемые Господа! В разделе ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ Добавлен прайс лист на фрезерную обработку листовых пластиков. Оптовым заказчикам предоставляются значительные скидки. Ждем Ваших заказов!
05 Ноября 2014 г.
СВЧ-диэлектрик ФЛАН в наличии на складе
11 Февраля 2014 г.
Уважаемые Господа! В продажу поступил материал Дюростон (DUROSTON upm 203) Производство Германия. Вы можете купить сам пластик (листы 2020*1020 мм),А также заказать изготовление деталей из данного материала.
Мастерская выставочного Дизайна предоставляет целый комплекс услуг, направленный на разработку и воплощение продукции, как по вашим эскизам, макетам, чертежам, шаблонам и образцам, так и по нашему проекту.

В производстве мы используем следующие материалы:

Мы также можем осуществить сложную резку оргстекла по шаблонам клиента, образцам или по макету, сделанному в векторном формате. Благодаря специалистам высокой квалификации и наличию соответствующего оборудования, к нам можно обратиться при необходимости сложной гибки материала, лазерной резки, фрезеровки и склейки.
В полный перечень работ Мастерской Выставочного Дизайна входят следующие изделия из оргстекла на заказ и в готовом варианте:
Кроме того, у нас можно заказать макет для здания или любых других-объектов.
Несмотря на то, что сейчас очень высокий спрос на изделия из оргстекла Москва действительно предоставляет широкий выбор компаний, готовых взяться за заказ любой степени сложности, мы отличаемся тем, что применяем лазерный луч.
Но производство изделий из оргстекла и резка оргстекла на заказ. также может осуществляться ручным способом.
Мы не ставим никаких рамок, ведь опыт дает нам огромное преимущество перед конкурентами аналогичной сферы – мы никогда не отказываем нашим клиентам в сложных проектах!
С нами удобно сотрудничать - мы обеспечим вам доставку, предоставим скидку, предоставим способ оплаты удобный клиенту.
Чтобы сделать изделия из оргстекла на заказ, или если Вам нужна резка оргстекла и т.д. не обязательно приезжать к нам можно отправить чертежи по электронной почте.