






 Рейтинг: 4.5/5.0 (1918 проголосовавших)
Рейтинг: 4.5/5.0 (1918 проголосовавших)Категория: Руководства
Краткое содержание инструкции по эксплуатации системы ЧПУ Fanuc 6M
Скачать бесплатно "Fanuc System 6M-Model B. Инструкция по эксплуатации" (639 страниц) в хорошем качестве на русском языке можно по ссылке расположенной ниже:
В настоящей инструкции изложено объяснение профилактического технического обслуживания при эксплуатации FANUC SYSTEM 6M MODEL B, а также методы быстрого отыскания неисправностей и методы их устранения, в случае их возникновения. Кроме того в этой инструкции указаны места проверки и метод настройки при монтаже ЧПУ, а также подробное описание параметров данного ЧПУ.
Краткое содержание инструкции по техобслуживанию:
Скачать бесплатно "Fanuc System 6M-Model B. Инструкция по техническому обслуживанию" (606 страниц) в хорошем качестве на русском языке можно по ссылке расположенной ниже:
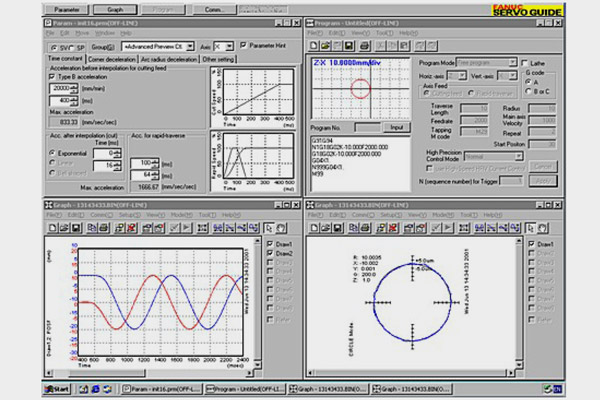
Ниже приводятся схемы электрические принципиальные на систему ЧПУ FANUC 6T/M Model B,E. Модель А имеет незначительное отличие и меньше память RAM. В остальном, все адресное пространство и адреса I/O полностью совпадают. Также здесь находятся схемы на привода и другое электрооборудование применяемое с данной системой ЧПУ. Для примера выше расположены эскизы двух страниц этих схем.
Скачать бесплатно "Fanuc System 6T/M. Схемы электрические принципиальные" в хорошем качестве можно по ссылке расположенной ниже:
Писать пособие на систему управления, которая собирается на пенсию, меня заставило чувство восхищения надежностью и простотой исполнения этого гениального изделия, а так же просьбы коллег пролить свет на темные места, не освещенные лукавыми жителями страны восходящего солнца. Если бы читатель задал вопрос с чем можно сравнить это изделие, то получил бы от меня ответ: с автоматом Калашникова, хотя одно изделие предназначено производить, а другое уничтожать. Систему FANUC 6T/M выпускали даже такие знаменитые сегодня фирмы, как SIEMENS, на европейском рынке она носила название SINIMERIK 6T/M. За всю историю производства всех типов ЧПУ, ни одна система так долго не производилась, родилась она в конце 1979 года и выпускалась до 1986 года. Почти все эти годы на мировом рынке ниша 3-5 осевых ЧПУ на 55-60% прочно была занята FANUC 6T/M.
Что же обеспечило такой головокружительный эффект? На мой взгляд, главные критерии успеха, это фантастическая надежность изделия, при полноте технологической функциональности. Подразделение фирмы Fujitsu носящее имя Fanuc, в кратчайшие сроки разработало проект системы, кардинально отличный, от всех предыдущих проектов. Был открыт спецзаказ на производство интегральных схем, информация на которые по сей день, носят гриф секретности. Документация для программирования созданных чипов выдавалась специалисту под личную ответственность, копии, публикации и разглашение этих данных находились под запретом. Чтобы убедится в этом, попробуйте найти в поисковиках Интернета данные, на какой либо из чипов спецзаказа Fanuc. Схемотехнически вычислитель ЧПУ был выполнен с несколькими разделенными шинами данных, и применением высокоскоростного обмена по DMA. Еще одна фишка, впервые примененная в этой системе ЧПУ, а в дальнейшем подхваченная ведущими производителями и по сей день
успешно применяемая, это связь по последовательному каналу с модулями входа/выхода сопряжения со станком. Использование последовательной шины, резко увеличило надежность системы и снизило ее стоимость.
Для написания пособия «Секреты систем ЧПУ FANUC 6T/M» был использован материал, взятый из конспекта, курсов обучения для инженерно-технического персонала сервиса и клиентов, проводимых в 1982 году ф.FANUC. Другая часть
материала включает в себя опыт, полученный в результате практических исследований, проведенных с использованием стенда, созданного из комплекта плат рабочей системы ЧПУ. Выражаю благодарность всем своим коллегам, которые содействовали накоплению информации, неосвященной в стандартной документации, поставляемой в комплекте с ЧПУ FANUC 6T/M.
Пособие предназначено для инженерно-технических работников, связанных с ремонтом и обслуживанием ЧПУ, а так же может быть полезно для студентов соответствующих специальностей.
Скачать бесплатно "А.Геринг. Секреты ситем ЧПУ Fanuc 6T/M-A,B,E" (115 страниц) в отличном качестве на русском языке можно по ссылке расположенной ниже:
Установка параметров УЧПУ выполняется по следующей схеме:
Выключатель в верхней части печатной платы должен быть оставлен в выключенном положении.
В качестве программы "терминал" можно использовать одну из программ ссылка на которую расположена ниже:
Посмотреть еще дополнительную информацию по теме "ЧПУ Fanuc 6M" можно по ссылке расположенной ниже:

Последовательность операций чистового цикла:
Пример:
N100 GO Х42 Z2
N110 G20 Х36 Z-20 F0.2
N120 Х32
N130 Х28
N140 GO X100 Z50
Программа управления циклом обработки конусообразных форм:

Пример:
N100 GO Х52 Z2
N110 G20 Х46 Z-20 R-5 F0.2
N120 Х42
N130 Х38
N140 GO X100 Z50
Последовательность операций чистового цикла:
Пример:
N100 GO Х42 Z2
N110 G24 X20 Z0 R-5 F0.2
N120 Z-6
N130 Z-8
N140 GO X100 Z50
Сброс или анулирование параметров циклов G20-G21 и G24 производится вводом G00.
После черновой обработки заготовки данная функция позволяет производить чистовую обработку профиля.
Последовательность операций чистового цикла точения конуса:
Функции F, S и Т, которые используются для G72, - это те, которые располагаются между первым и последним кадром программы чистовой обработки. Данная функция позволяет производить черновую токарную обработку профиля, указав чистовые размеры заготовки.
Рабочие проходы выполняются параллельно оси Z
U1 Глубина прохода, модальная величина, без программирования знака (программирование радиуса можно таже определять параметром № 5132)
Величина чернового прохода, модальная (может такжеопределяться параметром станка № 5133)
Функции F, S и Т, которые используются для выполнения цикла, - это те, которые имеются во втором кадре с G73. Все функции F, S и Т между первым и последним кадром программы чистовой обработки игнорируются. Данная функция сходна с предыдущей токарной обработкой. Форматпрограммирования идентичный.
U Глубина прохода, модальная величина, без программирования знака (программирование радиуса можно таже определять параметром №5132)
Величина чернового прохода, модальная (может такжеопределяться параметром станка № 5133)
Функции F, S и Т, которые используются для выполнения цикла, - это те, которые имеются во втором кадре с G74.
Все функции F, S и Т между первым и последним кадром программы чистовой обработки игнорируются. Данная функция позволяет за несколько проходов обрабатывать фигуру определенной формы.

Функции F, S и Т, которые используются для выполнения цикла, - это те, которые имеются во втором кадре с G75.
Все функции F, S и Т между первым и последним кадром программы чистовой обработки были перенесены. Чистовая обработка выполняется функцией G72.

Пример:
N10 G92S4000
N20 G28 U0 W0
N30 Т0101
N40 Q0 G54 G96 Х42 Z0 S220МЗ F0.1
N50 G1 Х-0.8 М8
N60 GO Z0.5
N70 Х40
N80 G73U2 R1.5
N90 G73P100 Q170 U0.3 W0.1 F0.2 S200
N100 GO G42 Х7 F0.12S220
N110 G1 Х10 Z-2
N120 Z-13
N130 Х20 Z-24
N140 Z-30
N150 ХЗО Z-34
N160 Z-40
N170 Х40 Z-45
N180 G72 P100 Q170
N190 GO G40 Х50 Z50 М5
N200 МЗО

Пример:
О 0086
N10 Т0313
N15 G96 Х20 Z5 F0.05 S200 МЗ
N20 G186 I2 A-1 С8 F-4 Z15 J3 КЗ R1 SO ТО.5 U0.4
N25 G28 U0 W0N30 М2

Пример:
О 0087
N5 Т0313
N15 G96 Х50 Z2 F0.05 S200 МЗ
N20 G187 I15 A16 B17C-10 F3 Z-3 J3 K-5 R0 S1 Т0.5 U0.5 Х0
N25 G28U0W0N30 М2
Sinumerik 802C base line — это система ЧПУ для управления двумя или тремя осями подачи и шпинделем с регулируемой скоростью (не может использоваться как C-ось). «Шпиндель» и оси подач используют аналоговое управление (±10В) и подключение инкрементальных датчиков обратной связи с TTL сигналом.
Семейство устройств ЧПУ SINUMERIK 802C base line имеет следующие особенности:
- исполнение единым моноблоком, имеющим компактные размеры
- програмное обеспечение входит в состав поставки
- простая и быстрая интеграция с компактными станками
- простое програмирование и удобное управление.
- SINUMERIK 802C base line обеспечивает простейший способ автоматизации станка.
Области использования: малые компактные токарные и фрезерные станки.
Технические и функциональные возможности ЧПУ SINUMERIK 802C base line:
- объем памяти для программ пользователя 256 Кб
- работа с загрузкой «бесконечных» программ через RS232
- 8-дюймовый LCD экран
- пленочная клавиатура
- 12 программируемых клавиш
- встроенные цифровые входы/выходы — 48/16
- одновременная линейная интерполяция до 3-х осей
- 3 кнопки и 2 индикатора процентовки подачи и шпинделя
- 2 маховичка
- различные виды компенсаций и смещений
- поддержка стандартных и собственных технологических циклов
- графическая поддержка программирования
- программирование электроавтоматики через RS232
- зыки интерфейса: русский/английский.
- Подключаемые компоненты:
- программатор или ПК по интерфейсу RS 232C
- преобразователи для двигателей
- дополнительный модуль входов/выходов ПЛК (расширение до 64 входов и 64 выходов).
SINUMERIK 802D sl – это система управления, которая объединяет все компоненты ЧПУ (NC, PLC, HMI) в одном устройстве. Через интерфейс DRIVE-CLiQ возможно подключить до 5 цифровых приводов.Из них 2 оси могут быть заявлены как шпиндели. Простое управление входами/выходами осуществляется через шину PROFIBUS. Такая конструкция обеспечивает очень простое и надежное подключение с минимумом соединительных проводов. Вместе с модульной структурой системы приводов Sinamics S120, система управления спроектирована для обеспечения максимальной гибкости. Объем функций системы управления делает ее идеальной для использования на стандартных токарных, фрезерных, токарно-фрезерных и шлифовальных станках, начиная с единичного производства и заканчивая 3-осевыми задачами производства пресс-форм. Наличие дополнительной неинтерполируемой оси в группе приводов, управляемой от PLC, расширяет область применения системы.

HEIDENHAIN пульт управления
ЧПУ предназначена для работы на обрабатывающих центрах, на фрезерных и сверлильных станках. Имеет встроенный блок управления цифровыми приводами. iTNC 530 может управлять 13 осями и шпинделем. Время обработки кадра составляет 0,5 мс. В качестве программной памяти используется жесткий диск. В двухпроцессорной версии оборудования iTNC 530 система дополнительно оснащена операционной системой Windows XP, которая позволяет использовать стандартные прикладные программы Windows.
Применяется по большей части на станках европейских производителей, например DMG:
DMC 70 eVolution
DMU 100 P duoBLOCK®
DMU 125 FD duoBLOCK®
DMU 125 P duoBLOCK®
DMU 160 FD duoBLOCK®
DMU 160 P duoBLOCK®
DMU 200 FD
DMU 200 P
DMU 340 FD
DMU 340 P
DMU 50 eVo linear
DMU 60 P
DMU 70 eVo linear
DMU 80 FD
DMU 80 P duoBLOCK®
p.s. HEIDENHAIN или Хайденхайн (DR. JOHANNES HEIDENHAIN GmbH) — немецкая компания, разрабатывающая и производящая системы ЧПУ, двигатели и привода к ним, датчики измерения линейных и угловых перемещений, круговые датчики, устройства цифровой индикации, аксессуары. Компания являетя мировым лидером в разработке и производстве прецезионных измерительных систем и систем ЧПУ. Штаб-квартира находится в Баварии, Траунройт.
FAGOR 8040 T / MC 8055 TC / MC
fanuc 0i
FANUC 0i mate-TC
Fanuc 0i MС
fanuc 0i-MC
Fanuc 16i
fanuc 18i
fanuc 20M
fanuc 3000 ремонт
fanuc 31
fanuc 802D
FANUC CNC
fanuc robot сверлильный станок
Fanuc Series O-Mate MC
Fanuc документация
fanuc описание
Fanuc.ru
FIDIA СИСТЕМА ЧПУ
KERN CNC Россия
siemens840d
Siemens ЧПУ
www.ЧПУ 2000
двигатель Fanuc AC model 30
документация fanuc 0i
Документация FANUC 0i Mate TC
документация Fanuc 16
инструкция fanuc
китай чпу
китайские станки чпу
материал для Обучение операторов станков с ЧПУ
металлообработка на ЧПУ с применением инструмента SANDVIK
обучение fanuc
обучение операторов ЧПУ
Обучение Система чпу fanuc
обучение ЧПУ
Описание GE Fanuc 0i Mate
описание ЧПУ "Fagor" CNC
отличие Fanuc 160i-M от Fanuc 160i-S
пособие по системе fanuc siemens на станках с ЧПУ
поставка чпу fanuc 0i
Привода Fanuc
програмист чпу в россии
ПРОГРАММИРОВАНИЕ + FANUC-31-A
прошивка ЧПУ фанук
Руководство оператора FANUC 0i-
руководство оператора schaublin 180 fanuc 18
Система управления Fanuc 0i-Mate
Система ЧПУ "Fanuc"
система ЧПУ 7 осей
система ЧПУ Fanuc
СИСТЕМА ЧПУ fanuc
Системы ЧПУ для управления лазерным комплексом
скачать документацию на русском языке Fanuc O
сравнение ЧПУ FANUC SIEMENS
станки FIDIA
станки с ЧПУ FANUC
станки с ЧПУ Siemens
станки ЧПУ HTC
станок высокоскоростной FIDIA K-211 c ЧПУ C20
схема станок с ЧПУ
тип станка siemens802 fanuc
учебная программа профессиональной подготовки операторов с ЧПУ
ЧПУ 0i-TC
ЧПУ FAGOR 8040 TCO
ЧПУ FANUC
ЧПУ FANUC 21
чпу fanuc обучение
ЧПУ Купить Siemens
ЧПУ Фирмы ФАНУК
чпу фрезерные
японский чпу
Будут ориентацией шпинделя и как оно обусловлены?
Ориентация шпинделя когда шпиндель находит свой homeposition как раз как регулярно ось механического инструмента для принятия что своя вызванная ориентация. Ориентация часто необходима для того чтобы выровнять инструменты вверх правильн для того чтобы выполнить изменение инструмента.
Ориентация smogла пропустить положение по ряду причин. Авария, датчик, рассогласование оси причиняя аварию самые общие. Ориентация обычно установлена с или параметрами или баком на монтажной плате или приводом.
Вспомните что совмещение осей на смене позиции инструмента должно быть правильно перед регулировать выравнивание ориентации. Ориентацией будет часто установленная параллель с осью. Сделайте конечно вас проверить выравнивание рукоятки изменителя инструмента медленно вращая до конца перед бежать инструмент для того чтобы изменить на полной скорости.
Как отрегулировать ориентацию шпинделя?Основно свое относительно просто. Как раз измените параметр, обычно только отожмите возврат и после этого ориентируйте шпиндель снова и проверите выравнивания с рукояткой изменителя инструмента. Двиньте рукоятку изменителя инструмента ручно или поворачивать вентилятор на задней части мотора или иногда будет разводной гаечный ключ или ключем плоским. В зависимости от машины и если это будет servo мотором управляемым после этого, то он иногда может быть вращан колесом руки.
Параметры ориентации шпинделяЗапустить отслеживание и начать обработку программы. Можно без детали.
Доступ к параметрам TIMER, COUNTER, DATA, KEEPRL:
System 3 [PMCMNT] ([PMC MAINTENANCE]) Запись/Чтение логики и параметров (P № 60 000) на карту памяти при включенной ЧПУ:
System 3 [PMCMNT] ([PMC MAINTENANCE]) [I/O] Выбор устройства Выбор действия (Чтение/Запись) Присвоение имени файла [OPRT] [EXEC].
Запись параметров (P №60000):
System 2 [ВСЕ ВХ/] [ПАРАМ] [(ОПЕР)] [ПЕРФОР.] [ВЫПОЛНИТЬ] System 2 [ALL IO] [PARAM] [(OPRT)] [FOUTPUT] [EXEC] Отображение состояния приводов по осям (нагрузка, ток, сервоошибка) System [SYSTEM] [SYSTEM] - появится экран PARAMETER SETTINGS SUPPORT [СИСТЕМА] [СИСТЕМА] Отображение настройки сервоприводов System [SYSTEM] [SERVO] [СИСТЕМА] [СЕРВО И] Отображение перечня плат установленных в ЧПУ:
Необходимо для решения вопросов с гарантией, добавлением опций.
Запись на карту памяти:
System 4 [M-INFO] [ОPRT] [FOUTPUT] [EXEC] Вывод осциллографа по осям, шпинделю (включить P 3112.#0(SGD)=1, кнопка CSTM/GR не работает) Основные вопросы На чистовой проход давать не более 0.2 мм на D, обороты при этом делать на 200больше чем при черновой обработке. При подаче СОЖ чистота получается лучше.
Вар3 (D2D1 и D2D3) или (D2D1 и D2D3) – вариант бочка – неправильная компенсация люфта по оси Z. Обнулить люфт в параметрах, проверить – внести измеренное значение Причины плохой обработки деталей на токарных станках:
1. оси не держат размеры (убегают размеры) а) по оси Х - не применен требуемый корректор (обработка с нулевым корректором) - пиноль не зажата () - пиноль не выверена (см вар. 1 и 2) - резец не зажат - зубчатый ремень по оси не натянут или изношен - резец не по оси детали (ниже/выше) - неправильно настроена компенсация люфта (P1851, P1852, реального значения люфта) b) по оси Z - не применен требуемый корректор (обработка с нулевым корректором) - деталь плохо зажата в патроне - зубчатый ремень по оси не натянут или изношен - неправильно настроена компенсация люфта (P1851, P1852, реального значения люфта) 2. дробление - деталь зажата плохо, с биением - силовой рез - малый радиус инструмента и большая подача для него (похоже на резьбу получается) - перетянута или подклинивает ось (см монитор нагрузки) - не натянуты ремни шпинделя - не закреплен электродвигатель [POS]- - 4 -[МОНИТ] На мониторе нагрузке показывается нагрузка на двигатель. До начала движения осей нагрузка может быть 0%.
Если станок с наклонной осью – то нагрузка на ось X может быть в холостом режиме до 50% - удержание суппорта и резцедержки Повышенный шум:
- не поступает масло в шпиндельную бабку (шум и нагрев подшипников и шестеренок) - не закреплен э/д шпинделя (натяжение клиновых ремней неравномерное) 1. Согласно руководства по эксплуатации необходимо проверить натяжение клиновых ремней передающих вращение от электродвигателя Fanuc к ШВП, крепление гайки ШВП к суппорту и зажим револьверной головки.
2. Проверить точность позиционирования станка стойкой с микрометром при многократном подъезде суппортом в точку уверенного касания рычага микрометра 3. если отклонение размера стабильно – изменить в ЧПУ компенсацию люфта 4 если замеряемое отклонение размера не стабильно, то в ЧПУ установить Parameter Write Enable=1 (Для снятия блокировки на внесение изменений в параметры требуется:
- [SETTINGS]- PARAMETER WRITE = 1 (ENABLE) (требуется нажимать кнопки под надписями [ON:1] [OFF:0])) 5 Перейти в параметры Найти параметры 1851 и 1852 (-ввод номера параметра -[SEARCH/поиск]) По необходимой оси (например ось Z ) выставить параметры в 0 (1851.Z=0 и 1852.Z=0) 6. Повторить замеры. Если отклонение размера стабилизировалось – внести измеренные значения в параметры 1851 и 1852 – вносятся одинаковые значения в микронах Если отклонение размера не стабилизировалось – необходимо проверять механику 7. отключить разрешение записи параметров - [SETTINGS]- PARAMETER WRITE = 1 (ENABLE) После ликвидации причины люфта можно проверить внесенные значения компенсации следующим способом Расточка кулачков При обработке в кулачках на новом патроне возможно биение патрона. Для устранения требуется:
1. Проверить, что кулачки выдвинуты по мышиному зубу на одинаковое количество зубьев 2. Если патрон работает на зажим, то кулачки должны крепиться винтами во внутреннее и среднее отверстие, если на разжим – то соответственно внешнее и среднее отверстие, иначе кулачки при зажиме могут отжиматься на 1-2 десятки.
3. Снять патрон и проверить биение в центрах (предварительно проверив биение шпинделя, переходной втулки в шпинделе, центра и вращающегося центра в пиноли задней бабки.) 4. Зажать предварительно подготовленную заготовку (кольцо или диск) в кулачки.
Каленую сталь – кольцо от подшипника - гидравлика может раздавить. На малых оборотах проверить отсутствие визуального биения заготовки, чтобы все 3 кулачка зажимали заготовку на равном расстоянии от края.
5. Подготовить расточной резец, высоту режущей кромки резца выставить по штангенрейсмасу в соответствии с высотой пиноли и осью шпинделя.
6. На малых оборотах шпинделя коснуться кулачков. До появления 3-х равномерных ударов на оборот шпинделя. Кулачки каленые, резец работает на удар – делать большой съем нельзя.
7. Произвести проточку кулачков до зажатого кольца.
8. Проточить заготовку.
9. Замер биения. Биение проверяется несколькими способами – на станке и в призме. В центрах на стенде проверка может показать биение из-за того, что обработка велась по двум базам – в центре пиноли и за диаметр заготовки.
Проверка на станке:
- прокатать индикатором в ручном режиме 3 диаметра – у шпинделя, в середине заготовки и у пиноли.
10. Возможно после проточки кулачков потребуется корректировка пиноли в горизонтальной плоскости.
Для ручного патрона – действия аналогичны по ГОСТ 1654-86 для патронов класса Н – нормальной точности Проверка радиального биения наружного диаметра патрона D=250 мм Схема контроля: 1 - патрон, 2 - индикатор.
биение по ГОСТ 1654-86 для патронов класса Н (не более 60 мкм).
Проверка радиального биения контрольной оправки, зажатой в прямых кулачках:
Схема контроля: 1 - патрон, 2 - индикатор, 3 - оправка.
биение по ГОСТ 1654-86 для патронов класса Н - не более 100 мкм на длине 80мм (оправка ф32мм устанавливается в кулачках трижды с оборотом на гр.);
Настройка частотного преобразователя Настройка может производиться только при отсутствии вращения шпинделя.
Delta VFD-V Более подробная информация в руководстве по эксплуатации Расширенное программирование параметров – [PROG] -[Mode] - 00 (номер группы параметров) -[PROG] - 00-00 (номер параметра) -[PROG]- отобразится текущее название параметра, его можно изменить -[PROG] для записи внесенных изменений Inovance MD PRG -ENTER- Клавиши Вверх/Вниз выбор группы параметров(например 00 -ENTER PRG – Клавиши Вверх/Вниз выбор параметров в группе (напр. 17) - ENTER - PRG – Изменение значения параметра - ENTER – источник управления выходной 00-20=2 (2- аналоговое – источник управления приводом 00-21=1 (входы+панель входам CW, CCW Управляется внешним напряжением задания 0-10 В, направление задается сигналами от ЧПУ CW (M3) и CCW (M4) соответственно для вращения по и против часовой стрелки.
F0.9=1 – реверс направления вращения по CW, CCW Мощность и номинал тормозного резистора зависит от мощности частотного преобразователя.
5.5 Квт – 150 Ом 400Вт 7 кВт – 50 Ом 1000 Вт 11 кВт – 50 Ом 1000 Вт В базовое комплектации отсутствует термореле контроля нагрева резистора. При частом и резком торможении возможен выход резистора из строя. Не является гарантийным случаем.
При работе на высоких скоростях (свыше 1000 об/мин) и в зависимости от габаритов заготовки, возможно, потребуется подстройка времени разгона-торможения в частотном преобразователе.
Проверка компенсации люфта Fanuc CKE6150Z месте касания рекомендуется изначально подготовить очистить от стружки, сож, масла.
Проверка по оси Z Устанавливая стойку с микрометром в разных частях оси Z можно проверить неравномерность износа ШВП. Скорость подачи практически не влияет на значение люфта, наиболшее влияние оказывает количество реверсирований движения по оси.
Внимание. программа будет отрабатываться в зацикленном режиме. На точность позиционирования будет также влиять повторяемость размеров станка по данной оси.
Определившись с отклонением в плюс или минус можно откорректировать параметры backlash в ЧПУ Fanuc 0i-TC. Если люфт очень большой, то требуется проверять механическую часть. Подтянуть ремень и ШВП.
Подход к точке контроля с разных расстояний.
Проверка по оси X. Стойку с микрометром соответственно перемещаем на ось Z, привязываем корректор в точке касания. Подъезд к точке контроля - с одного расстояния.
Тестовая деталь. CL- Обрабатываем одним инструментом, используя пиноль.
Гидравлический патрон. M10 – зажим патрона, M11 – разжим патрона.
Чертеж детали в сертификате на станок Тестовая деталь CKE6150 О Обработка заготовки –L450 мм, D50 мм.
При обработке детали D80 мм желательно переключаться на второй диапазон При протачивании заготовки важно не доведение заготовки да чертежных размеров, а нахождение 3х диаметров (на чертеже d=80) в пределах допуска и соответствие линейных размеров.
При касании торца детали нулевые точки привязываем корректор выбранного инструмента:
GEOM OFFSET= при запуске с такими корректорами по X будет минимальное касание заготовки, изменяя корректор износа инструмента WEAR в минус – углубляемся в заготовку
WEAR OFFSETКриволинейные поверхности R90 и R25 начинают обрабатываться при корректоре на износ 20 мм N130Z230.
Для отображения вида детали на экране ЧПУ, следует установить следующие параметры [CSTM/GR] - Graphic parameter Чертеж детали из сертификата (Quality sertificate) на станок Работаем в абсолютных координатах. Возможна обработка с уменьшением максимального диаметра заготовки до 50-70 мм с соразмерным уменьшением всех диаметральных размеров.
Тестовая деталь VDL. O0600 + привязка Привязка детали по X и Y – по центру заготовки (отверстия) с помощью индикатора или касания вращающейся фрезой.
1. выход в «0» станка 2. выставляем деталь параллельно оси X с помощью индикатора 3. находим центр заготовки 4. G54. 5. выставляем ось Z – касаясь поверхности детали - [РЕАЛ] - (ОПЕР) - [НАЧАЛО]- [ВС ОСИ] – сброс относительной системы координат в нули.
7. корректора [OFF/SET] - GEOM устанавливаем длину и радиус инструмента GEOM(H) GEOM(D). Обратить внимание:
GEOM(D) – указываем или диаметр, или радиус фрезы в зависимости от настройки параметров При вращении инструмента более 500 об/мин вращение шпинделя не видно. Шума в цеху – не слышно – РУКАМИ ШПИНДЕЛЯ И ИНСТРУМЕНТА НЕ КАСАТЬСЯ.

Программа написана для обработки уже по имеющемуся шаблону. Требуется доработка – или использовать корректора для обработки каждой поверхности.
Чертеж детали из сертификата на станок Устанавливаем ноль детали:
WORK KOORDINATESПри обработке тестовой заготовки можно привязываться не центроискателем, а касанием стенок фрезой. Снижается точность центровки детали.
G42D03X90.523Y-99.986F200 G1Z0.F Привязка инструмента на обрабатывающем центре к центру цилиндрической заготовки в системе координат G54.
1. Включить вращение фрезы.
2. В режиме управления маховичком коснуться одного края заготовки, например, ближнего по оси Y, и переместиться вверх по оси Z, не меняя положения по оси X (ВАЖНО).
3. Обнулить относительную систему координат: [POS] - (BCE) - (ОПЕР) НАЧАЛО) - (ВС ОСИ) 4. В режиме управления маховичком (HND) на малой дискретности коснуться противоположного края заготовки, дальнего по оси Y, и переместиться вверх по оси Z, не меняя положения по оси X.
5. Полученное в относительных координатах значение по оси Y разделить на 2, и переместиться в эту координату.
6. Выполнит привязку по оси Y в системе координат G54 01: [OFS/SET] ЗАГОТ) - наводим курсор на систему координат G54 и вводим Y0 - (ИЗМЕР) 7. Повторить шаги со 2 по 6 для оси X.
8. По оси Z коснуться заготовки в точке с известной координатой и выполнить привязку этой координаты.
9. При использовании одного инструмента корректор на длину использовать не обязательно.
10. При использовании двух и более инструментов использовать корректор на длину. Размер корректора будет равен разнице в длине между выбранным и первым инструментом, т.е. если выбранный инструмент короче первого, то значение корректора для выбранного инструмента будет со знаком "-" и соответственно наоборот.
ВНИМАНИЕ! При отмене "+" корректора по коду G49 станок переместиться вниз на величину коррекции, поэтому смену инструмента и корректора производить выше заготовки с гарантированным запасом по высоте. Таким образом, в некоторых случаях целесообразно применять "минусовые" корректоры для всех инструментов, перенося "0" по оси Z выше заготовки.
G- коды токарная версия (более подробная информация в руководстве по эксплуатации TC) (G107) (G107) (G107) (G112) (G112) (G112) (G113) (G113) (G113) (G250) (G250) (G250) (G251) (G251) (G251) G- коды фрезерная версия Часть информации взята cnc.pp.ru/codes.htm Код G00 используется для выполнения ускоренного перемещения Ускоренное перемещение или позиционирование необходимо для быстрого перемещения режущего инструмента к позиции обработки или G безопасной позиции. Ускоренное перемещение никогда не используется для выполнения обработки, так как скорость движения исполнительного органа станка очень высока и непостоянна. Код G00 отменяется при программировании следующих кодов: G01, G02, G03.
Код G01 - это команда линейной интерполяции, обеспечивающая перемещение инструмента по прямой G линии с заданной скоростью. Скорость перемещения указывается F словом данных. Код G01 отменяется с Круговая интерполяция/винтовая интерполяция по часовой стрелке Код G02 предназначен для выполнения круговой интерполяции, то есть для перемещения инструмента по G дуге (окружности) в направлении часовой стрелки с заданной скоростью. Скорость перемещения указывается F словом данных. Код G02 отменяется с помощью кодов G00, G01 и G03.
Круговая интерполяция/винтовая интерполяция против часовой Код G03 предназначен для выполнения круговой интерполяции, то есть для перемещения инструмента по G дуге (окружности) против часовой стрелки с заданной скоростью. Скорость перемещения указывается F словом данных. Код G03 отменяется с помощью кодов G00, G01 и G02.
Код G04 – это команда на выполнение выдержки (паузы) с заданным временем. Этот немодальный код программируется вместе с X или P адресом, который указывает длительность времени выдержки. Обычно, G это время составляет от 0.001 до 99999.999 секунд. Код G04, Х или P слово данных программируются вместе в одном кадре, который не содержит никаких перемещений.
Немодальный код G09 (точный останов) предназначен для согласования фактической траектории инструмента с запрограммированной траекторией. То есть при переходе от одного движения к другому G СЧПУ выполнит “незаметную на глаз” выдержку, обеспечит законченное и точное перемещение в G Команда G10 позволяет устанавливать или смещать рабочую систему координат и вводить определенные значения в регистры коррекции инструмента памяти СЧПУ при помощи управляющей программы или специальной (отдельной) программы.
Отмена режима ввода программируемых данных G При помощи команды G11 отменяется команда G10 для включения режима ввода данных в СЧПУ.
Отмена команды в полярных координатах При помощи команды G15 вы отменяете режим работы в полярной системе координат и возвращаетесь к G программированию в прямоугольной системе координат.
Команда в полярных координатах Подготовительная функция G16 позволяет работать в полярной системе координат. При этом G запрограммированная позиция определяется углом и расстоянием от нулевой точки рабочей системы координат или от текущей действительной позиции.
Выбор плоскости XpYp Xp: ОсьХ или параллельная ей ось Подготовительная функция G17 предназначена для выбора плоскости XY в качестве рабочей. Плоскость G XY становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
Выбор плоскости ZpXp Yp: ОсьУили параллельная ей ось Подготовительная функция G18 предназначена для выбора плоскости XZ в качестве рабочей. Плоскость XZ G18 становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
Выбор плоскости YpZp Zp: OcbZ или параллельная ей ось Подготовительная функция G19 предназначена для выбора плоскости YZ в качестве рабочей. Плоскость YZ G становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
Код G20 активизирует режим работы с дюймовыми данными. Пока действует этот режим, все вводимые G данные воспринимаются как дюймовые.
Код G21 активизирует режим работы с метрическими данными. Пока действует этот режим, все вводимые G данные воспринимаются как метрические.
Функция проверки сохраненного шага вкл Код G22 активизирует установленный предел перемещений. В этом случае инструмент не может выйти за G пределы ограничивающей области. Эта область, как правило, устанавливается с помощью параметров Функция проверки сохраненного шага вык При выполнении команды G23 установленные пределы перемещений не действуют. То есть код G G отменяет действие кода G22 и позволяет инструменту перемещаться в любую точку рабочей зоны станка.
Проверка возврата в референтное положение Код G27 (проверка возврата к исходной позиции) работает аналогично коду G28. Единственная разница заключается в том, что если позиция к которой произошло перемещение исполнительного органа, не G соответствует исходной позиции, то в случае с G27 система ЧПУ станка выдает аварийное сообщение или сигнал, а при работе с G28 сообщений и сигналов не будет.
Возврат в референтное положение Команда G28 предназначена для возврата станка в исходную позицию. Под этим понимается ускоренное перемещение исполнительных органов в нулевую точку станка. Возврат в исходную позицию предназначен, G прежде всего, для возможности проверки размеров и качества обрабатываемой детали в середине программы обработки. Иногда код G28 ставят в конец управляющей программы, чтобы после ее завершения рабочий стол переместился в положение удобное для съема обработанной детали.
Возврат из референтной позиции G Возврат во 2-е, 3-е и 4-е референтное положение При помощи команды G30 осуществляется автоматический возврат оси Z к позиции смены инструмента и G отменяется действующая коррекция инструмента.
В некоторых станках можно использовать функцию пропуска с реакцией на внешний сигнал. При помощи немодального кода G31 программист программирует линейную интерполяцию, аналогично G01, но G скомбинированную с возможной реакцией на внешний сигнал. Внешний сигнал подается при нажатии на определенную клавишу панели УЧПУ, например, на клавишу “Старт цикла”.
G33 Автоматическое измерение длины инструмента G Круговая интерполяция угловой коррекции G Отмена коррекции на режущий инструмент/отмена трехмерной коррекции Автоматическая коррекция радиуса инструмента отменяется программированием команд G40 и D00.
G Обычно код G40 находится в кадре с командой прямолинейного холостого перемещения от контура детали.
Коррекция на режущий инструмент слева /трехмерная коррекция Код G41 применяется для включения автоматической коррекции радиуса инструмента находящегося слева G от детали. Направление смещения определяется, если смотреть на траекторию сверху вниз, то есть со стороны “+Z” в направлении ”–Z”.
G Код G42 применяется для включения автоматической коррекции радиуса инструмента находящегося справа от детали. Направление смещения определяется, если смотреть на траекторию сверху вниз, то есть со Коррекция на длину инструмента «+» направление Компенсация длины инструмента осуществляется путем программирования команды G43 и H слова G данных. Обычно компенсация длины активируется совместно с холостым перемещением по оси Z.
Коррекция на длину инструмента «-» направление G Увеличение коррекции на инструмент G Уменьшение коррекции на инструмент G Двойное увеличение коррекции на инструмент G Двойное уменьшение коррекции на инструмент G Отмена коррекции на длину инструмента Компенсация длины инструмента отменяется путем программирования команды G49 или H00.
G Код G50 предназначен для выключения режима масштабирования G51.
В этом режиме программист может изменять коэффициент масштаба для координатных осей станка. Режим G активируется при помощи модального кода G51 и отменяется кодом G50.
Отмена программируемого зеркального отображения G50. Программируемое зеркальное отображение G51. Установка локальной системы координат Код G52 используется для определения подчиненной системы координат в пределах действующей рабочей G Установка системы координат станка G Выбор системы координат заготовки 1, 2, 3,4,5, G При помощи кодов G54, G55, G56, G57, G58 и G59 определяется, в какой рабочей системе координат будет G производиться обработка детали.
G G G G Установка дополнительной системы координат заготовки G54. Позиционирование в одном направлении С помощью команды G60 ко всем запрограммированным позициям по каждой оси можно перемещаться из определенного направления (“+” или “-“). Благодаря этому появляется возможность исключить ошибки G позиционирования, которые могут возникать из-за мертвого хода в системах сервопривода. Чаще всего, направление и величина перемещения задаются параметрами СЧПУ.
Прочитайте интересные книги о жизни.
Команда G61 предназначена для включения режима точного останова. Функция точного останова подробно описана в характеристике кода G09. Единственная разница между кодами G61 и G09 заключается в том, что G G09 является немодальной командой, то есть действует только в определенном кадре. Модальный код G остается активным, пока не будет запрограммирована команда на изменение этого режима, например, с помощью кода G63 для включения режима нарезания резьбы метчиком или кода G64 режима резания Автоматическая угловая коррекция G Режим нарезания резьбы метчиком активируется при помощи кода G63 и используется в циклах нарезания G резьбы. В этом режиме невозможна корректировка скорости подачи при помощи специальной рукоятки на панели УЧПУ станка. Режим отменяется программированием команды режима резания G64.
Стандартный режим резания активируется кодом G64. С помощью этого кода отменяются другие G специальные режимы - режим нарезания резьбы метчиком и режим точного останова Код G65 позволяет выполнить макропрограмму, находящуюся в памяти СЧПУ.
Модальный вызов макропрограммы Команда G66 предназначена для вызова макропрограммы, как и команда G65. Единственная разница между G двумя этими кодами заключается в том, что G66 является модальным кодом и макропрограмма выполняется при каждом перемещении, пока не будет запрограммирована команда G67.
Отмена модального вызова макропрограммы G При помощи кода G67 отменяется режим модального вызова макропрограммы G66.
Поворот координат/трехмерное преобразование координат Модальная команда G68 позволяет выполнить поворот координатной системы на определенный угол. Для G выполнения такого поворота требуется указать плоскость вращения, центр вращения и угол поворота.
Отмена поворота координат/отмена трехмерного преобразования координат G При помощи кода G69 отменяется режим вращения координат.
Цикл сверления с периодическим выводом сверла G G G Отмена постоянного цикла/отмена функции внешней операции G Цикл сверления, цикл засверливания или функция внешней операции G Цикл сверления или цикл встречного растачивания Цикл сверления с выдержкой вызывается при помощи команды G82. Функционирует этот цикл аналогично стандартному циклу сверления, с единственной разницей в том, что при G82 на дне отверстия G запрограммировано время ожидания (выдержка). Цикл сверления с выдержкой часто применяется для сверления глухих отверстий, так как запрограммированное время ожидания позволяет выполнить лучшее удаление стружки со дна отверстия.
Цикл сверления с периодическим выводом сверла G G83 Цикл прерывистого сверления G G G G G G Команда абсолютного перемещения В режиме абсолютного позиционирования G90 перемещения исполнительных органов производятся G относительно нулевой точки станка или относительно нулевой точки рабочей системы координат G54-G59.
Код G90 является модальным и отменяется при помощи кода относительного позиционирования G91.
При помощи кода G91 активируется режим относительного (инкрементального) позиционирования. При G относительном способе отсчета за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке.
Установка для рабочей системы координат или зажим при максимальной скорости шпинделя.
G Предварительная установка системы координат заготовки Код G92.1 используют для сдвига текущего положения нулевой точки путем изменения значений в G92. регистрах рабочих смещений. Когда СЧПУ выполнит команду G92, то значения в регистрах смещений изменятся и станут равными значениям, которые определены X, Y и Z словами данных При помощи команды G94 указанная скорость подачи устанавливается в дюймах за 1 минуту или в миллиметрах за 1 минуту. Если действует дюймовый режим G20, то скорость подачи F определяется как G подача в дюймах за 1 минуту. Если же активен метрический режим G21, то скорость подачи F определяется При помощи команды G95 указанная скорость подачи устанавливается в дюймах на 1 оборот шпинделя или в миллиметрах на 1 оборот шпинделя. То есть скорость подачи F синхронизируется со скоростью вращения G шпинделя S. При одном и том же значении F, скорость подачи будет увеличиваться, при увеличении числа Постоянное управление скоростью перемещения поверхности.
G Отмена контроля постоянства скорости резания G Возврат к исходной точке в постоянном цикле Если постоянный цикл станка работает совместно с кодом G98, то инструмент возвращается к исходной плоскости в конце каждого цикла и между всеми обрабатываемыми отверстиями. Исходная плоскость – это G координата по оси Z (уровень), в которой находится инструмент перед вызовом постоянного цикла.
Команда G98 отменяется при помощи команды G99.
Если цикл сверления работает совместно с кодом G99, то инструмент возвращается к плоскости отвода между всеми обрабатываемыми отверстиями. Плоскость отвода – это координата по оси Z (уровень), с G которой начинается сверление на рабочей подаче, и в которую возвращается инструмент, после того, как он достиг дна обрабатываемого отверстия. Плоскость отвода обычно устанавливается в кадре цикла с помощью R слова данных. Команда G99 отменяется при помощи команды G98.
PARAMETER MANUAL– описание назначения параметров Для снятия блокировки на внесение изменений в параметры требуется:
- [SETTINGS]- PARAMETER WRITE = 1 (ENABLE) (требуется нажимать кнопки под надписями [ON:1] [OFF:0]) -[WORK]-[OPRT]-[PUNCH] сохранение рабочих систем координат и смещения систем координат Разбивка параметров по группам и номерам.
Осевое управление /единицы настройки Управление ускорением/торможением ЭЛТ/РЧ ввод, отображение, правка Жесткое нарезание резьбы метчиком Интерполяция в полярных координатах Автокоррекция на инструмент Управление ресурсом инструмента Функция изменения положения Ручная подача с помощью маховичка/ Ручное вмешательство с помощью маховичка Программ операторская панель Обтачивание многогр заготовки -ввод номера параметра -[SEARCH/ПОИСК] P 0020=4 выбор канала ввода вывода – назначаем PCMCIA CF (memory card interface) Если канал равен 0 и делается попытка сделать выгрузку параметров, логики – выпадает ошибка 89 DR P 0100#3(NCR)=1 Вывод в конце блока (EOB) в коде ISO только LF выведен. При выводе программ и параметров не выводятся пустые строки.
P 0138.#7(MDN)=1 разрешение режима DNC через карту памяти P 1004.#0(ISA)=0 * P 1004.#1(ISB)=0 – наименьшее приращение 0.001 мм, G-коды А-типа Оси P 1010=3–количество осей, контролируемых ЧПУ P 8130=3 - количество управляемых от ЧПУ осей, при аварийной 3-4 осях ошибка не будет появляться если оставить 2 оси, но и управляться будут только 2 оси.
P 1240-1243 координаты 4х референтных позиций в системе координат станка.
P 1241 – VDL600A – точка смены инструмента по оси Z (2я реф точка) P 1320 – установка математических ограничений перемещений станка по осям, в микронах. +X P 1321 -X - Математические ограничения перемещений работают по [MACHINE-станочным] координатам. Если P1321P1320 – то возможны сбои и неотработка аварийных ситуаций (при движении осей к детали в минус) Изменение математических ограничений перемещений станка Для изменения математических ограничений станка необходимо разрешить запись параметров. Для этого заходим в меню OFF/SET далее НАСТРОЙКА (SETTING) значение ЗАПИСЬ ПАРАМЕТРОВ (PARAMETR WRITE ENABLE) установить на 1, появится ошибка №100 «ЗАПИСЬ ПАРАМЕТРОВ РАЗРЕШЕНА» для ее сброса нужно нажать RESET + CAN.
После этого заходим в меню SYSTEM, отобразятся системные параметры.
Набираем на клавиатуре «1320» и нажимаем дисплейную клавишу ПОИСК (SEARCH).
Параметр 1320 отвечает за математические ограничения по осям X, Z в положительном направлении, параметр 1321 - за математические ограничения по осям X, Z в отрицательном направлении. В качестве значений данных параметров устанавливаются станочные координаты, для их просмотра нужно нажать клавишу POS и дисплейную клавишу ВСЕ (ALL). После установки ограничений необходимо отключить запись параметров.
Внимание в параметрах 1320-1321 значения указываются в микронах (или в мм но с обязательным указанием точки после значения), направление к шпинделю отрицательное P 1401.#4(RF0)=1, блокировка БХ при корректоре G01=0%, =0 БХ будут выполняться P 1420 - скорость быстрых ходов для каждой оси P 1421 – задает F0 скорости перемещения по осям 0, 25, 50, 100% (ROV1 и ROV2) P1427 – скорость ручного ускоренного подхода P1610#0(CTLx)=0 при рабочей подаче применяется экспоненциальное ускорение, = линейное ускорение/замедление P1620= время мсек замедления/ускорения при ускоренных перемещениях оси P1622=1623=1624=1625=200 мсек– время экспоненциального ускорения замедления P1850= сдвиг реф позиции или системы координат. Можно сдвигать только в направлении выезда с нуля.
P 1815.#4(APZx), #5(APCx) – установка нуля станка по координатам. Станок поставляется с установленными нулями. Вносить изменения требуется только при техническом обслуживании сервомоторов, ШВП, или зубчатых ремней (при расстыковке). При обработке серии деталей в центрах тоже можно перенести 0 станка по оси Z.
ВНИМАНИЕ. Смещение нулей станка по координатам не приводит к изменению ограничений перемещений (P1320, P1321), следовательно, возможно врезание в патрон или в заднюю бабку. Эти параметры тоже следует отредактировать и проверить на безопасных скоростях перемещения..
Исходное состояние: режим MDI-System -1815-Search (Для станков CKE) X 00110000 – биты APZx и APCx Z Установить единички помеченные красным в 00 - выключение питания – включить питание ЧПУ - установить сочетание 10 - выключение питания – включить питание ЧПУ -установка места нуля станка с режиме JOG - установить сочетание 11 выключение питания – включить питание ЧПУ -новые параметры нуля станка вступят в силу.
Сдвигать ноль станка можно только больше чем на 1 оборот сервомотора, иначе ноль станка останется на предыдущем месте установки.
нули обычно устанавливаются как (на примере вертикального обрабатывающего центра, перед установкой проверить наличие пластиковых упоров на опорах ШВП):
метод «легкий» и не совсем правильный 1. едем в сторону где будут нули (х - это право, Y - к оператору, Z вверх) 2. не доезжая чуток до ограничения перемещений (пластиковый упор на опоре ШВП переходим Pos- вправо -Мони - смотрим нагрузку по оси и маховичком перемещаем неспешно дальше - как только нагрузка резко возросла и появился писк от двигателя то отводим от этой точки в противоположную 2-3мм - это и будет точкой нуля.
1. Оси Х, Y – находим визуальный центр стола (половина величины) 2. Ось Z – подбираем наборы концевых мер на мин высоту шпинделя до стола.
Подводим ось Z до касания (самое простое проверять листом бумаги, входит – нет). Поднимаем ось Z на величину хода по оси. Привязываем ноль.
«Структура Образовательной программы школы Раздел I. Характеристика социального заказа на образовательные услуги. Описание модели выпускника, вытекающей из социального заказа. 1.1. Анализ образовательного пространства школы. 1.2 Приоритетные направления, цель и задачи работы школы 1.3 Цели и задачи образовательного процесса 1.4 Описание модели выпускника. Раздел II. Условия реализации, соотношения целей и задач. 2.1 Материально-техническое обеспечение образовательного процесса. 2.2. Кадровое. »
«Культурная и гуманитарная география www.gumgeo.ru НОВЫЕ ГОРИЗОНТЫ КАРТОСЕМИОТИКИ Александр Сергеевич Володченко, доктор технических наук (Dr.-Ing.), доцент Института картографии Дрезденского технического университета (Германия) E-mail: Alexander.Wolodtschenko@tu-dresden.de В статье представлены особенности и перспективы картосемиотики как дисциплины; выделены её ключевые понятия, институциональные формы проявления; намечены некоторые перспективные направления (семиотика атласов). Ключевые. »
«старообрядцев-семейских из собраний Улан-Удэ и Новосибирска Каталог Научный редактор А. Ю. Бородихин Новосибирск 2010 1 УДК 784+281.93 ББК 85.314+86.372 К14 СОДЕРЖАНИЕ Предисловие Палеографические и содержательные особенности певческих рукописей староверов-семейских из собраний Улан-Удэ и Новосибирска Музей истории Бурятии им. М. Н. Хангалова Институт. »
«Московский государственный технический университет им. Н.Э. Баумана А.И.Орлов Организационно-экономическое моделирование В трех частях Часть 2 Экспертные оценки Допущено Учебно-методическим объединением вузов по университетскому политехническому образованию в качестве учебника для студентов высших учебных заведений, обучающихся по направлению Организация и управление наукоемкими производствами специальности Менеджмент высоких технологий Издательство МГТУ им.Н.Э. Баумана Москва 2011 2. »
«И АТОМ: научно-техническая деятельность старшеклассников (Nuclear Juniors) и педагогов в сфере охраны водных ресурсов на территориях расположения организаций атомной отрасли Каталог-дайджест проектов финалистов в номинации Вода и атом СОДЕРЖАНИЕ Сводная информация о проектах, выполненных старшеклассниками в 2013 году в номинации Вода и атом. Тексты и аннотации проектов финалистов. Республика Бурятия, аннотация проекта. Воронежская область, проект. Забайкальский край, аннотация проекта. »
«Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования Амурский государственный университет Кафедра Дизайн УЧЕБНО-МЕТОДИЧЕСКИЙ КОМПЛЕКС ПО ДИСЦИПЛИНЕ Начертательная геометрия. Инженерная графика Основной образовательной программы по специальности 130301.65 Прикладная геология, специализация Геологическая съемка, поиски и разведка месторождений полезных ископаемых Благовещенск 2012 1 УМКД разработан кандидатом педагогических наук, доцентом Гаврилюк. »
«Киевский доклад: Проект раздела: 2.3 Сельское хозяйство Kongens Nytorv 6 DK-1050 Copenhagen K Denmark Tel. +45 33 36 71 00 Fax. +45 33 36 71 99 E-mail eea@eea.eu.int Homepage www.eea.eu.int 2.3 СЕЛЬСКОЕ ХОЗЯЙСТВО Сельское хозяйство в Европе является весьма разнообразным, и в его структуру входят как крупные, высоко интенсивные специализированные коммерческие холдинги, так и традиционные фермерские хозяйства, обеспечивающие возможности выживания для своих владельцев, которые используют в. »
«УПРАВЛЕНИЕ ОРГАНИЗАЦИИ ОБЪЕДИНЕННЫХ НАЦИЙ ПО НАРКОТИКАМ И ПРЕСТУПНОСТИ Вена Пособие по международному сотрудничеству в области уголовного правосудия в связи с терроризмом ОРГАНИЗАЦИЯ ОБЪЕДИНЕННЫХ НАЦИЙ Нью-Йорк, 2009 год i Предисловие Сектор по предупреждению терроризма Управления Организации Объединенных Наций по наркотикам и преступности (ЮНОДК), в соответствии с возложенным на нее Генеральной Ассамблеей мандатом, оказывает странам, по их просьбе, содействие в правовых и смежных аспектах. »
«Министерство образования и науки Российской Федерации Волжский политехнический институт (филиал) ГОУ ВПО Волгоградский государственный технический университет АННОТАЦИИ ДИСЦИПЛИН И ПРАКТИК К УЧЕБНОМУ ПЛАНУ Подготовки бакалавра по направлению 221700.62 Стандартизация и метрология профиль Стандартизация и сертификация Квалификация (степень) бакалавр Срок обучения - 4 года (очная форма обучения) Для студентов приема с 2011 года Волжский 2011 ИСТОРИЯ Целью изучения дисциплины является формирование. »
«Инструкция по монтажу Преобразователь открытого типа PowerFlex 755 IP00, NEMA/UL Типоразмеры 8–10 200.1500 кВт (250.2000 л. с.) Настоящий документ содержит инструкции по установке преобразователя частоты открытого типа PowerFlex 755 в исполнении IP00 (типоразмеры 8–10) в шкафы стороннего производителя. Информация, представленная в настоящей публикации, дополняет инструкцию по монтажу изделий серии PowerFlex 750 и предназначена только для квалифицированного технического персонала по обслуживанию. »
«Институт психологии им. Г.с. Костюка Национальной академии педагогических наук Украины “Киевстар” - национальный лидер телекоммуникаций ДЕТИ В ИНТЕРНЕТЕ: КАК НАУЧИТЬ БЕЗОПАСНОСТИ В ВИРТУАЛЬНОМ МИРЕ ПособИЕ для РодИТЕлЕЙ ДЕТИ В ИНТЕРНЕТЕ: КАК НАУЧИТЬ БЕЗОПАСНОСТИ В ВИРТУАЛЬНОМ МИРЕ УдК 374.7 Рекомендовано Министерством образования и науки, молодежи и спорта Украины (Письмо от 07.02.11 № 1/11-1021) Игорь Владимирович литовченко, сергей дмитриевич Максименко, сергей Иванович болтивец. »
«МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования Тюменский государственный нефтегазовый университет Филиал ТюмГНГУ в г. Ялуторовске УТВЕРЖДАЮ Проректор по УМР и ИР Майер В.В. _ 2013 г. ОТЧЕТ О САМООБСЛЕДОВАНИИ ОСНОВНОЙ ПРОФЕССИОНАЛЬНОЙ ОБРАЗОВАТЕЛЬНОЙ ПРОГРАММЫ ПО СПЕЦИАЛЬНОСТИ 190631 Техническое обслуживание и ремонт автомобильного транспорта код, наименование Директор филиала ТюмГНГУ в. »
«ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ НАЦИОНАЛЬНЫЙ СТАНДАРТ ГОСТ Р РОССИЙСКОЙ (Проект, первая реФЕДЕРАЦИИ дакция) ПОЛУФАБРИКАТЫ ИЗ МЯСА ПТИЦЫ РУБЛЕНЫЕ ДЛЯ ДЕТСКОГО ПИТАНИЯ Технические условия Настоящий проект стандарта не подлежит применению до его утверждения Моск ва Стандартинформ 20 ГОСТ Р (Проект, первая редакция) Предисловие Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г № 184ФЗ О техническом. »
«СОДЕРЖАНИЕ 1 Введение 3 2 Организационно-правовое обеспечение образовательной дея- 4 тельности 3 Общие сведения о реализуемой основной образовательной 6 программе 3.1 Структура и содержание подготовки специалистов 11 3.2 Сроки освоения основной образовательной программы 32 3.3 Учебные программы дисциплин и практик, диагностические 33 средства 3.4 Программы и требования к итоговой государственной атте- 37 стации 4 Организация учебного процесса. Использование инновацион- 42 ных методов в. »
«Министерство образования и науки РФ ФГБОУ ВПО Уральский государственный лесотехнический университет Кафедра менеджмента и внешнеэкономической деятельности предприятия Одобрена: Утверждаю: кафедрой менеджмента и ВЭД предприятия протокол № 1 от 1 сентября 2011 г. Декан ФЭУ В.П. Часовских Зав. Кафедрой _В.П. Часовских Методической комиссией ФЭУ Протокол № 1 от 22сентября 2011г. Председатель НМС _Д.Ю. Захаров Программа учебной дисциплины ДНМ.В.04.01 ЛЕСОУСТРОЙСТВО Направление: 080500.68 –. »
«Теория и практика вовлечения представителей НГО в работу страновых координационных комитетов (на примере стран Восточной Европы и Центральной Азии) Аналитический отчет Евразийская сеть снижения вреда Варенцов Иван Вильнюс, Декабрь 2012 Евразийская сеть снижения вреда Миссия Евразийской сети снижения вреда (ЕССВ) – продвижение гуманных, научно обоснованных подходов снижения вреда от употребления наркотиков, имеющих целью сохранение здоровья и защиту прав человека на уровне индивидуума. »
«МИНИСТЕРСТВО СЕЛЬСКОГО ХОЗЯЙСТВА РФ Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ПО ЗЕМЛЕУСТРОЙСТВУ УТВЕРЖДАЮ Проректор по УР, д.и.н. профессор И.И. Широкорад _2012 г. ПРОГРАММА вступительных экзаменов для поступающих в магистратуру по направлению 120300.68 Землеустройство и кадастры профиль: кадастр недвижимости Москва ВВЕДЕНИЕ Основной целью настоящей программы является ознакомление с основным. »
«ПРОИЗВОДСТВО БИОГАЗА 113 СОДЕРЖАНИЕ КРАТКОЕ ОБОСНОВАНИЕ 1. ТЕХНИЧЕСКИЙ ПОТЕНЦИАЛ БИОГАЗОВОГО СЕКТОРА 2. БИОГАЗОВЫЕ ТЕХНОЛОГИИ 2.1. Местный опыт по разработке и созданию биогазовых реакторов 2.2. Полученные уроки 3. КАПИТАЛЬНЫЕ И ЭКСПЛУАТАЦИОННЫЕ ЗАТРАТЫ И ЗАТРАТЫ НА ТЕХОБСЛУЖИВАНИЕ МОДЕЛЬНЫХ ПРОЕКТОВ 3.1. Мезофильные модельные проекты 3.2. Термофильные модельные проекты 4. ЭКОНОМИЧЕСКИЙ АНАЛИЗ ПРОИЗВОДСТВА БИОГАЗА 5. ФИНАНСОВАЯ ЖИЗНЕСПОСОБНОСТЬ ПРОЕКТОВ ПО ВЫРАБОТКЕ БИОГАЗА. 134 6. АНАЛИЗ. »
«МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ им. Н.Э. БАУМАНА МЕЖРЕГИОНАЛЬНЫЙ КООРДИНАЦИОННОАНАЛИТИЧЕСКИЙ ЦЕНТР ПО ПРОБЛЕМАМ ТРУДОУСТРОЙСТВА И АДАПТАЦИИ К РЫНКУ ТРУДА ВЫПУСКНИКОВ УЧРЕЖДЕНИЙ ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ МГТУ им. Н.Э. БАУМАНА ЭНЦИКЛОПЕДИЯ СОДЕЙСТВИЯ ТРУДОУСТРОЙСТВУ Том 7. Часть Мониторинг деятельности центров содействия трудоустройству выпускников учреждений высшего профессионального. »
«СТАНДАРТ ПРЕДПРИЯТИЯ Образовательный стандарт высшего профессионального образования АлтГТУ. ОБРАЗОВАТЕЛЬНЫЙ СТАНДАРТ СПЕЦИАЛЬНОСТИ 090104 (075400) КОМПЛЕКСНАЯ ЗАЩИТА ОБЪЕКТОВ ИНФОРМАТИЗАЦИИ Алтайский государственный технический университет им. И.И. Ползунова 2004 СТП 075400-04 ПРЕДИСЛОВИЕ 1) РАЗРАБОТАН кафедрой Защита информационных ресурсов и систем связи наименование кафедры, разработавшей стандарт 2) В стандарте использованы следующие нормативные документы: -письмо Минобразования России от. »